- 中国科学引文数据库(CSCD)核心期刊
- 中国核心期刊
- 文摘与引文数据库(Scopus)
- 剑桥科学文摘(CSA)
- 英国INSPEC数据库



增材制造是一种集激光、数字化、材料等学科为一体的新型制造技术,具有降维制造、复杂成型、材料利用率高等优点,是材料加工领域中最具应用前景的技术之一,金属增材制造技术已在航空领域得到广泛研究和应用,国内外学者在航空金属材料增材制造方面的研究不断深入。中国航发增材制造技术创新中心在金属增材制造结构四要素——组织、缺陷、表面、构型方面开展了大量研究并获得一些数据,发现了一些现象和规律,包括组织接续生长特征及其对力学性能的影响;典型材料增材制造常见缺陷(气孔、裂纹、未熔合)特征、形成原因及其对力学性能特别是疲劳性能的影响机制;零件表面粗糙度与成形角度的关系及对疲劳性能的影响;金属增材制造构型的影响因素。在此基础上,总结了金属增材制造发展中存在的问题,对下一步重点提出了建议,并对未来研究工作提出了展望。
先进航空发动机高压压气机550~600 ℃环境使用的关键/重要件对600 ℃高温钛合金提出迫切需求。但是,难成形的复杂构件以及梯度/复合结构与功能一体化构件等的制造,采用传统铸造、锻造等工艺技术难以满足需求和研发要求。增材制造是先进制造技术的典型代表,拥有材料设计-制造一体化、复杂设计-定制一体化等独特优势,为600 ℃高温钛合金新材料/新技术研发提供了新的途径。目前国内外已开始关注通过增材制造的方式制备600 ℃高温钛合金,重点研究材料-工艺-组织-性能的关系。本文首先简要回顾600 ℃高温钛合金研究,其次重点介绍不同增材制造工艺下600 ℃高温钛合金沉积态和后处理态的微观组织特点;在综合性能研究方面,列举并分析拉伸性能、蠕变性能、热疲劳性能和抗氧化性能等关键性能;在复杂设计/复合结构章节,论述以600 ℃高温钛合金为基体的复合材料和梯度结构增材制造的研究进展。最后,对增材制造600 ℃高温钛合金材料开发、复合工艺探索、缺陷控制和性能评价标准建立等研究方向进行展望。

镍基高温合金具有良好的高温性能,被广泛用于航空发动机与燃气轮机热端部件的制造。增材制造逐点快速熔凝、逐层累积堆叠的工艺特点,不仅可实现高性能复杂结构零件的快速制造,还可用于损伤零件的高效率、高质量修复。目前,增材制造技术已逐渐成为镍基高温合金零件制备及修复的重要技术途径之一。本文综述了增材制造镍基高温合金在显微组织与冶金缺陷研究方面的进展,总结现有文献中GH3536、GH3625和GH4169三种常用镍基高温合金的拉伸性能,介绍增材制造镍基高温合金零件在航空发动机及燃气轮机中的典型应用案例。最后,针对现有研究存在的问题及制约增材制造镍基高温合金零件应用的困难,提出从设计增材制造专用镍基高温合金成分、建立增材制造镍基高温合金专用热处理/热等静压工艺、开发单晶镍基高温合金增材制造技术、发展增材制造实时监测控制技术、创新增材制造零件内表面处理技术等方面,进一步促进增材制造镍基高温合金零件的工程应用。
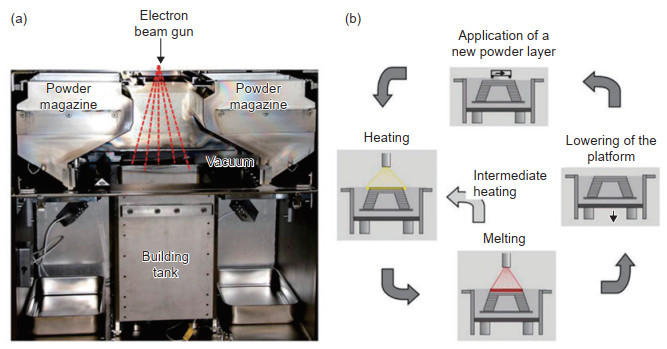
镍基高温合金是涡轮发动机和燃气轮机中的重要结构材料,然而其制件传统加工过程复杂、成本高昂且原材料利用率不高。电子束粉末床熔融(electron beam powder bed fusion,EBPBF)技术能够实现复杂结构制件近净成形,是一种高温合金成形的新方案。EBPBF技术实现了以Inconel 718、Inconel 625为代表的高温合金材料构件的成形,并且发展至能够成形无裂纹的高比例γ′相难焊镍基高温合金,甚至直接制备单晶体镍基高温合金构件,材料的性能达到了传统铸锻件的水平。本文回顾近年来以EBPBF镍基高温合金作为研究对象的相关文献,从工艺过程、组织调控、力学性能等角度对EBPBF制备镍基高温合金构件研究现状进行分析总结,并对未来的研究工作提出了展望。
将新兴高熵合金材料引入激光增材修复的先进智能制造之中,有望推动新一代材料与制造技术的深度融合发展,大幅提高原材料和能量的利用率,具有广泛的应用领域和极好的发展前景。本文介绍了高熵合金在激光增材修复中的应用现状,指出强度塑性有待提高、调控工艺有待优化、强化机理有待明确是高熵合金在激光增材修复中拓展应用解决的关键科学问题。探究高熵合金熔覆涂层金属强韧化机制,明确熔覆涂层的材料、工艺、组织结构和宏观性能之间基本对应关系,获取完整有效的高熵合金成分预测方法,创新合金体系设计、优化调整控制工艺,获得适用于极端服役环境且成本低廉的高性能熔覆涂层是未来的主要研究热点和发展趋势。
GH3536和GH4169镍基高温合金常用来制造航空发动机等热端部件。采用激光选区熔化(selective laser melting,SLM)最优工艺参数制备GH3536和GH4169合金试样,研究不同均匀化温度和保温时间对两种合金组织演变、平均晶粒尺寸和性能的影响,利用OM、SEM、EDS等方法表征其缺陷特征和微观组织,利用维氏硬度仪测试合金的显微硬度。结果表明:成形态GH3536合金中存在更多缺陷,包括气孔、裂纹和未熔合;成形态GH4169合金中只存在气孔。均匀化处理使合金熔池消失,使晶粒长大成为等轴晶。GH3536合金晶界和晶内有M23C6析出,GH4169合金晶界和晶内有NbC析出,随着均匀化温度升高,析出物明显减少。GH3536合金的平均晶粒尺寸从1130 ℃,1 h的48.5 μm增大到1250 ℃,4 h的100.9 μm,增大了106.8%;GH4169的平均晶粒尺寸从1080 ℃,1 h时的57 μm增大到1200 ℃,4 h时的87.4 μm,增加了53.3%。GH3536合金经过均匀化处理后显微硬度下降明显,由原来262HV下降到180~190HV;与之相反,GH4169合金经过均匀化处理后硬度提高,显微硬度均保持在430~450HV之间,明显高于成形态试样的313HV。
GH4169合金通常于高温环境下服役,增材制造的GH4169合金高温性能往往低于锻件标准,影响其服役安全性,有必要通过热处理手段提高其安全性。采用激光选区熔化技术(SLM)制备GH4169合金,利用金相显微镜(OM)、扫描电子显微镜(SEM)、X射线能谱分析(EDS)等表征手段,探究热等静压热处理工艺对SLM成形GH4169合金微观组织、高温拉伸性能和高温持久性能的影响。结果表明:与常规热处理工艺相比,经过热等静压处理后的GH4169合金晶粒为等轴晶,气孔基本消失,Laves相基本消失,短棒状δ相在晶界处更加连续,颗粒状γ''相在晶粒内部大量析出,晶粒得到明显细化。热等静压处理后GH4169合金在扫描方向与沉积方向上的650 ℃抗拉强度分别为1053 MPa和1051 MPa,断后伸长率分别为8.6%和8.5%;高温持久时间分别为1620 min和2065 min,高温持久时间分别提升了90倍和30倍。高温抗拉强度和高温持久时间均高于锻件的性能指标,断后伸长率尚未超过锻件标准。
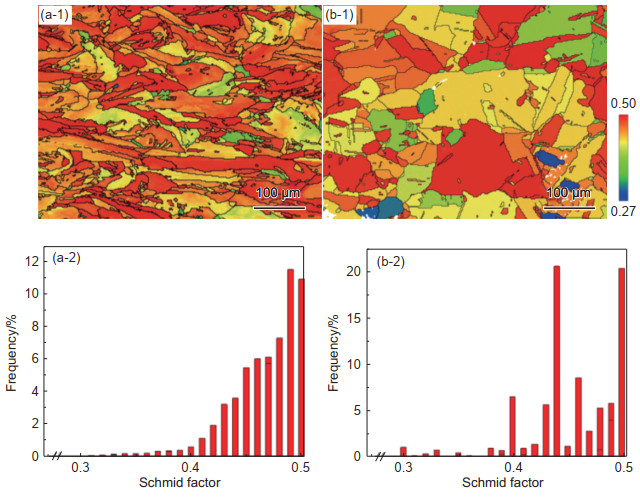
研究热处理制度对激光选区熔化成形GH4169合金组织及高温力学性能的影响。通过自主研发的SEM原位加热拉伸测试平台,探究热处理前后650 ℃合金力学性能变化与动态组织演变的关系。结果表明:热处理后合金的晶粒形态由柱状晶转化为等轴晶,Laves相溶解,析出大量γ′和γ′′强化相;在650 ℃下,沉积态合金的屈服强度和抗拉强度分别为574 MPa和740 MPa,热处理态(HSA态)合金的屈服强度和抗拉强度分别为818 MPa和892 MPa,较沉积态分别提升了42.5%和20.1%;沉积态合金表面晶粒起伏更大,协调变形能力更强,塑性流动能力好;裂纹在Laves相周围萌生沿枝状晶向最大切应力方向扩展,样品颈缩后发生剪切断裂;HSA态裂纹在碳化物周围萌生沿晶界扩展,断裂方式为沿晶和穿晶相结合的混合断裂。
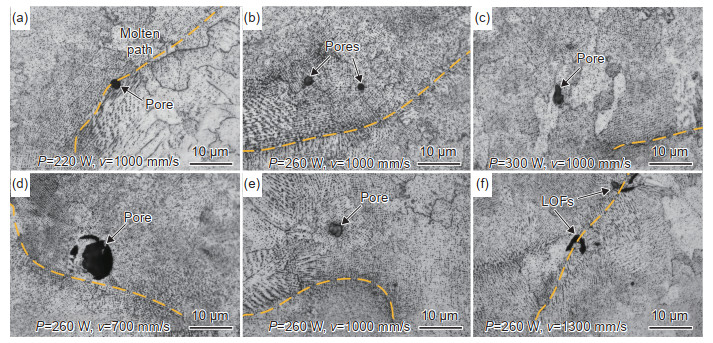
通过改变激光选区熔化成形工艺,即激光功率和扫描速度,制备多个GH4169试样。采用金相法观察显微组织及其内部缺陷的形貌与分布,采用X射线断层成像获得试样孔隙率,并统计分析缺陷三维特征,研究成形工艺与缺陷特征的相关性。结果表明:当能量输入密度为59.1 J/mm3的优化工艺时成形试样中互相搭接的熔道形貌齐整、随机分布的规则气孔尺寸小于30 μm、致密度高达99.9998%。在较窄的工艺窗口下(220~300 W、700~1300 mm/s),试样致密度对扫描速度更为敏感,高扫描速度易形成分布在熔道搭接区内极不规则的未熔合。偏离优化工艺时,缺陷数量增多,部分缺陷尺寸大于30 μm,其中高激光功率形成的气孔形状或高扫描速度形成的未熔合形状都与各自的尺寸密切相关,即尺寸越大,形状越不规则,产生的不利影响要远大于规则气孔。

利用激光选区熔化(selective laser melting,SLM)技术可近净成形GH3536合金复杂零件,其高温力学性能是能否安全服役的重要考量指标,本工作研究热处理对SLM成形 GH3536合金的微观组织与高温拉伸性能的影响。在1225 ℃下进行1 h热处理以探究组织性能调控机制,测试GH3536增材试样沉积态与热处理态高温下的拉伸性能,采用扫描电镜研究热处理前后增材GH3536试样的微观组织演变。结果表明:热处理可有效消除晶粒内部的胞状亚晶结构,使位错滑移能力显著增强,其在室温、650、815 ℃环境下断裂伸长率分别提高75%、92%、683%;另外,柱状晶纵横比的减小使热处理试样的各向异性显著降低;断口分析表明随着拉伸环境温度的增加,热处理试样的断裂模式由沿晶断裂转变为混合断裂。
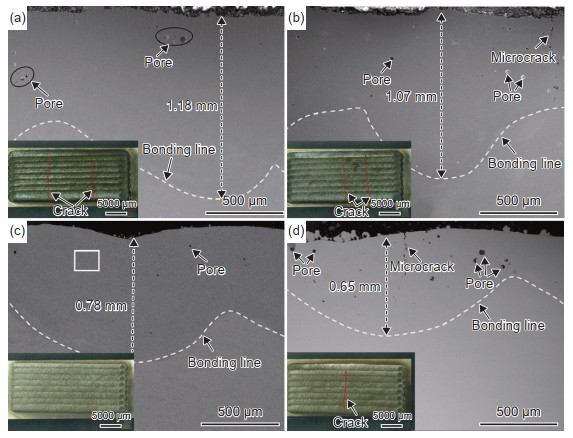
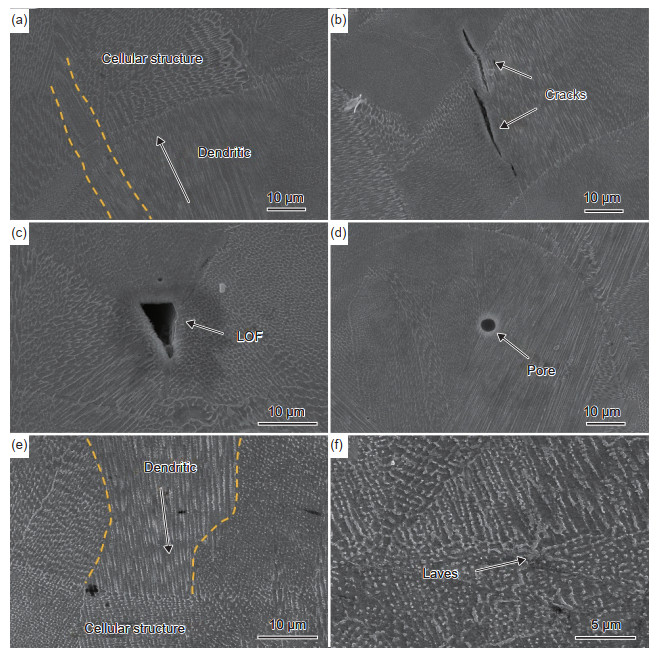
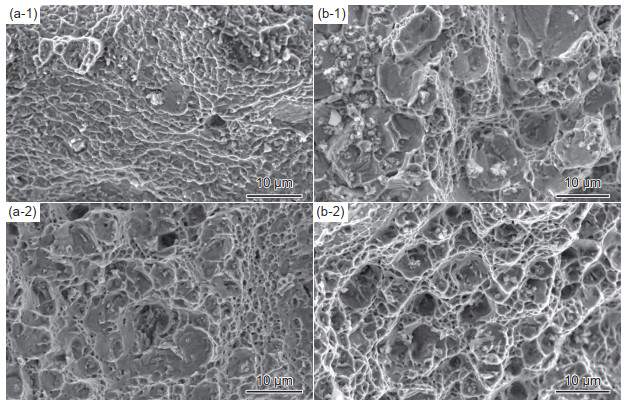
K403镍基高温合金具有优异的室温和高温综合性能,广泛用于航空发动机涡轮叶片及导向器的制造。针对涡轮叶片长期服役于复杂工况产生的裂纹缺陷等问题,本工作先对钨极氩弧(tungsten inert gas,TIG)焊和激光熔覆两种工艺修复后的组织与拉伸性能展开对比分析,而后使用激光熔覆工艺修复叶片,并进行无损检测。利用OM、SEM观察微观组织、断口形貌,利用EDS进行相的成分分析。结果表明:TIG焊修复工艺在修复界面区附近易产生微裂纹缺陷,主要碳化物相和低熔点共晶组织引起;激光熔覆工艺修复区域的晶粒与组织更加均匀,微裂纹缺陷更易得到控制;激光熔覆工艺修复的试样综合力学性能明显高于TIG焊修复工艺的试样,且激光熔覆工艺具有较好的工艺稳定性,TIG焊修复工艺的室温拉伸强度为K403母材强度的69.22%,激光熔覆修复工艺室温抗拉强度达到了母材的87.44%,断口形貌显示修复区域的室温拉伸断口呈现出混合断裂特征,高温拉伸断口呈现出沿晶断裂的特征。修复区域的微裂纹、局部液相不足缺陷和碳化物是拉伸断裂的主要原因。激光熔覆修复工艺具有热源集中、热影响区小的优势,能够有效抑制修复区缺陷并细化微观组织,在叶片修复方面具有更大优势。使用激光熔覆修复工艺完成了叶片试车过程产生的边缘板裂纹损伤修复,经过荧光检测及煤油-白垩检测,满足相关使用要求。
为了明确超高速激光熔化沉积Al-Mg-Sc高强铝合金的沉积态组织及力学性能特征,以7075铝合金为基体,采用自主开发的LDF3000-40型激光熔化沉积设备制备Al-Mg-Sc高强铝合金,探究激光扫描速度对材料微观组织与室温拉伸性能的影响。结果表明:超高速激光熔化沉积样品均无明显裂纹,但含有少量小尺寸气孔。沉积态组织由细小的α-Al等轴晶及弥散分布的Al3(Sc,Zr)颗粒构成。利用数值模拟进一步研究扫描速度对力学性能的影响,发现在0.1~1 m/s范围内,较高的激光扫描速度能减少粉末材料的堆积,降低沉积层表面的孔隙率,因此可以提高力学性能。沉积态样品最大抗拉强度为303 MPa,断裂伸长率为22.5%。
研究激光选区熔化(selective laser melting,SLM)技术成形Al-Mg-Sc-Zr合金材料不同取向的显微组织特征、拉伸和损伤容限性能。结果表明:YZ截面为细小的等轴晶和粗大的柱状晶组成的双峰组织,XY截面由细小的等轴晶组成;0°和90°方向屈服强度、抗拉强度均超过500 MPa,各向异性较小,但堆积层间存在的未熔合缺陷使得90°方向断裂伸长率明显低于0°方向;0°和90°CT试样KIC分别为21.41 MPa·m1/2和20.89 MPa·m1/2,在柱状晶区域裂纹扩展阻抗低,导致90°CT试样KIC稍小;显微组织和缺陷是影响裂纹扩展性能各向异性的主要因素,在近门槛区未熔合缺陷起主导作用,当裂纹面平行于水平方向时裂纹扩展速率更快;在稳态扩展区显微组织的影响起主导作用,当裂纹面平行于水平方向时为穿晶断裂,裂纹扩展阻抗较高,裂纹扩展速率较低。
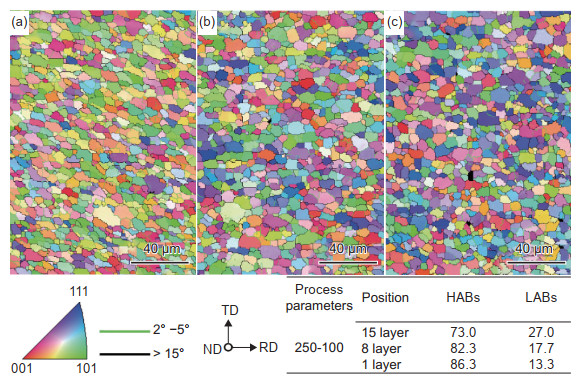
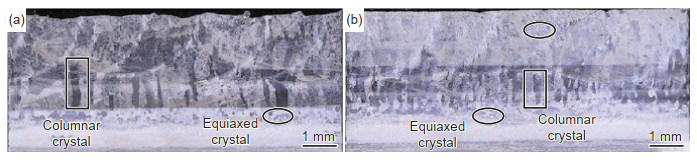
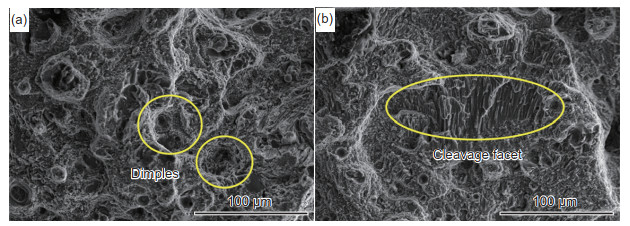
在主轴转速250~350 r/min、横向移动速度50~150 mm/min工艺参数下进行2219-T87铝合金搅拌摩擦沉积增材(additive friction stir deposition,AFSD)实验,探究工艺参数与多层热循环对沉积层宏观成形、微观组织和力学性能的影响。结果表明:在主轴转速250 r/min,移动速度100 mm/min工艺参数下可获得成形良好的单道16层增材试样。增材区晶粒尺寸发生显著细化,在4~6 μm之间,细小等轴晶组织取代沉积棒料粗大的无规则晶粒组织。增材试样发生剧烈的动态再结晶,整体再结晶晶粒在80%以上,试样底部(第1层)受到多次热循环影响,再结晶晶粒达到91.8%。增材区域织构基本由Cube、Copper、P和RtB四种再结晶织构以及S、T和Brass织构构成。增材试样的硬度和抗拉强度相比于沉积棒料都明显降低,其中,第16层沉积层硬度最大为80HV,约为沉积棒料母材的55.6%;第1~8层沉积层硬度均匀在60HV。增材区水平(longitudinal direction,LD)方向第9~16层和1~8层的平均抗拉强度分别为243.0 MPa和219.3 MPa,约为母材的60.0%和52.9%;平均伸长率为19.4%和24.5%,分别约为母材的181.1%和229.0%。增材试样LD方向断裂模式均为韧性断裂。