- 中国科学引文数据库(CSCD)核心期刊
- 中国核心期刊
- 文摘与引文数据库(Scopus)
- 剑桥科学文摘(CSA)
- 英国INSPEC数据库



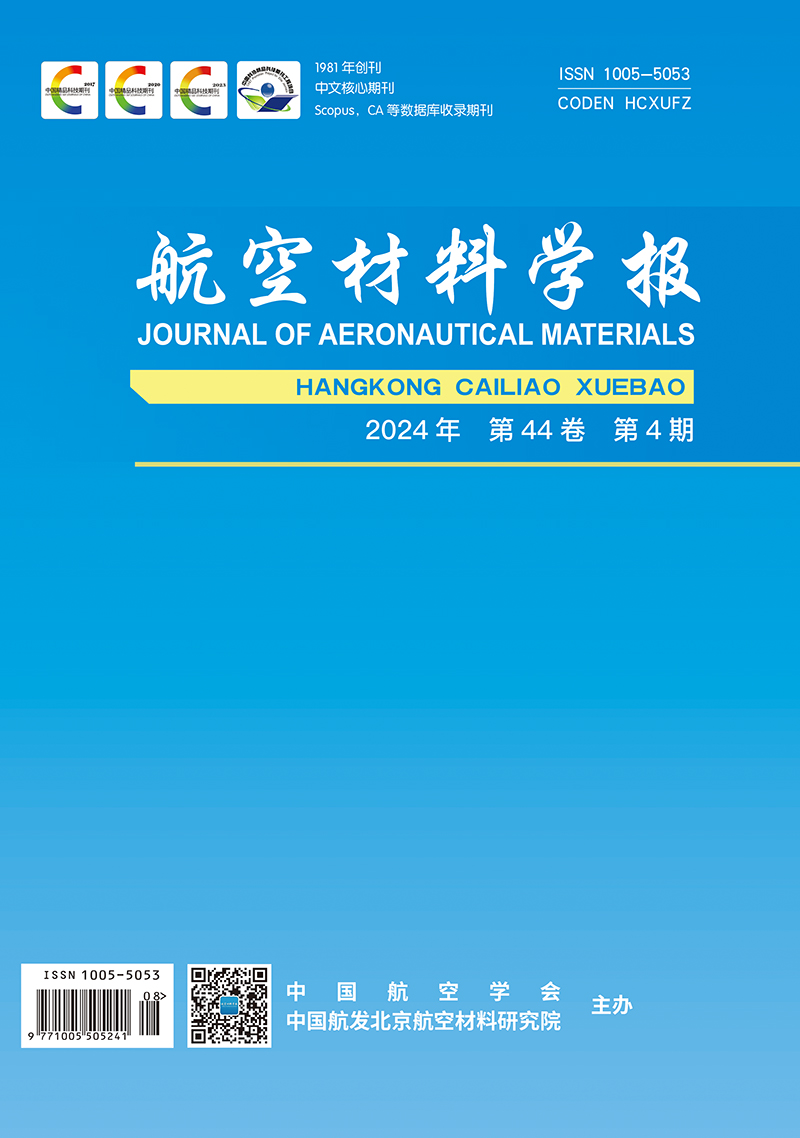
高马赫数飞行带来的极端服役环境对新一代高速飞行器的材料、结构设计提出了更加严苛的要求,本文从“选、用、评”三方面对陶瓷基复合材料在飞行器结构设计中的应用进行综述,进而提出未来发展方向,为飞行器陶瓷基复合材料结构设计提供参考。全面综述了陶瓷基复合材料在不同应用场景下的选取准则及相应制备方法,系统介绍了陶瓷基复合材料在飞行器结构中的典型应用,分析了近服役工况下材料的评价准则及地面实验方法。为满足未来飞行器需求,提出需要结合计算机辅助优化技术和创新制备方法,提高陶瓷基复合材料的耐温和抗疲劳性能;发展高可靠、长寿命的连接技术和一体成型设计方案,充分发挥材料优势;开发多物理场耦合作用下的原位表征技术,以获得陶瓷基复合材料在实际使用中的性能演化行为,为飞行器轻量化结构设计提供可靠依据。
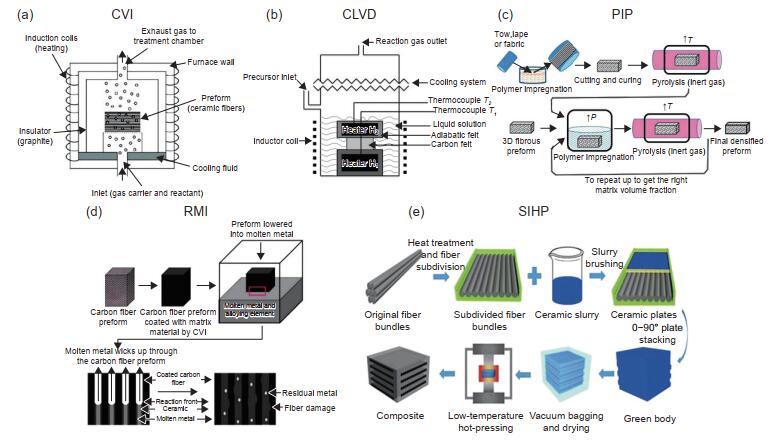
归纳总结稀土铪酸盐材料的种类、制备方法、热学性能、力学性能以及抗低熔点氧化物熔盐腐蚀(CMAS)和高温水蒸气腐蚀的研究进展。现有研究表明,稀土铪酸盐具有低热导率、优异的高温相稳定性以及较好的抗CMAS腐蚀性能等特点,在T/EBC涂层领域展现了较好的应用前景。但为了克服单一稀土铪酸盐在抗水蒸气腐蚀和CMAS方面的局限,未来仍需针对多稀土组元/高熵化的稀土铪酸盐开展系统研究,进一步明晰组元引起的晶格畸变对材料理化性能的影响机制,探索防热、抗水蒸气腐蚀和抗CMAS等功能一体化的铪酸盐热-力-化多性能耦合调控方法及对应的材料制备工艺。
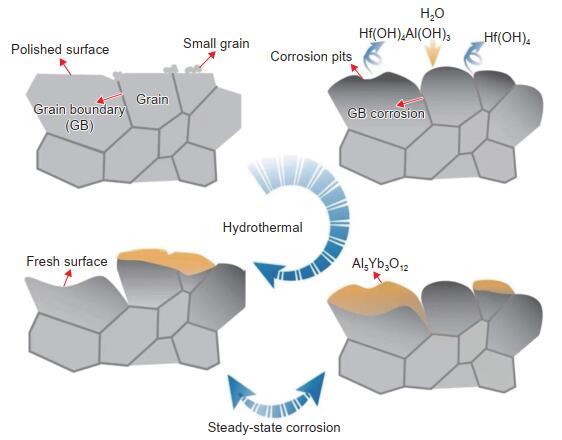
陶瓷纤维海绵具有密度低、比表面积高、孔隙率高、热稳定性好、隔热性能优异等特点,有望成为隔热、阻燃、吸水、能量转换等领域极具发展前景的商业陶瓷材料。本文总结了三维静电纺丝、气流纺丝和离心纺丝等直接组装方法,综述了直接纺丝法制备陶瓷纤维海绵的研究进展,分析了陶瓷纤维海绵面临生产效率较低的问题,最后提出陶瓷纤维海绵未来发展方向为:(1)提高生产效率、降低生产成本、批量生产形状可控的陶瓷纤维海绵;(2)提高高温隔热性能,促进陶瓷纤维海绵在防隔热领域的应用;(3)提升结构稳定性,制备具有高弹性、柔韧性以及抗疲劳性的陶瓷纤维海绵;(4)研发具有光、电磁等特殊功能的陶瓷纤维海绵材料,扩大陶瓷纤维海绵的应用范围。
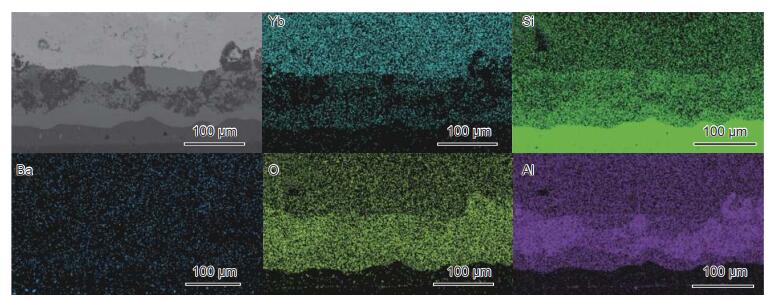
以固相烧结法制备的Yb2Si2O7粉体作为原材料,采用大气等离子喷涂工艺在SiC基体表面制备Si/Mullite+BSAS/Yb2Si2O7三层结构环境障涂层。利用扫描电子显微镜、能谱仪、X射线衍射分析仪、纳米压痕试验机等设备研究涂层的显微组织、相结构和力学性能。结果表明:粉体材料由83% Yb2Si2O7相和17% Yb2SiO5相(质量分数)组成,等离子喷涂获得的Yb2Si2O7层孔隙率为(6.61±0.65)%,涂层结合强度达(22.82±3.55) MPa,涂层断裂韧度达(1.98±0.12) MPa·m1/2。此外,涂层1350 ℃条件下水氧耦合腐蚀测试结果显示Yb2Si2O7单斜相含量先降低后提高,硅黏结层高温氧化形成的热生长氧化物SiO2与Mullite+BSAS界面相容,未发现Mullite+BSAS与Yb2Si2O7层互扩散现象,硅层的损耗是涂层使用寿命的主要限制环节。
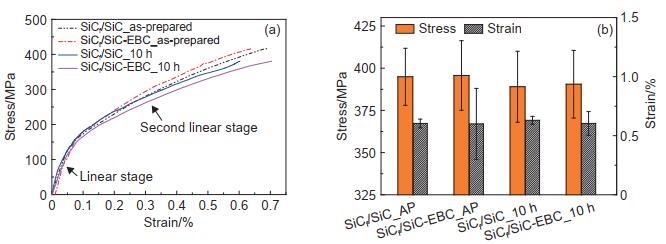
航空发动机中的碳化硅纤维增强碳化硅陶瓷基复合材料(SiCf/SiC)因承受高温高速燃烧气体的氧化腐蚀而发生损伤甚至失效。本工作利用燃气发生装置模拟航空发动机中复杂燃气环境,将以一定比例混合后的航空煤油与液氧燃料点燃,形成高温高速燃烧气体对材料进行考核。对SiCf/SiC复合材料分别进行1200 ℃燃气环境10 h氧化实验和1000次热冲击实验,探究环境屏障涂层(environmental barrier coating,EBC)对SiCf/SiC复合材料的防护作用。对燃气环境考核后的SiCf/SiC复合材料和SiCf/SiC-EBC复合材料进行单轴拉伸强度测试,并利用扫描电镜对其断口及截面微观形貌进行观察。结果表明:在燃气环境下氧化 10 h后,SiCf/SiC复合材料和SiCf/SiC-EBC复合材料内部没有发生明显的界面层及纤维氧化,单轴拉伸强度下降不到2%;在燃气环境下经过1000次热冲击后,在SiCf/SiC复合材料内部形成多处微裂纹并发生了界面层的氧化腐蚀,单轴拉伸强度下降41.3%;EBC涂层可以有效保护SiCf/SiC复合材料免受高温燃气的氧化腐蚀,SiCf/SiC-EBC复合材料在经过1000次热冲击后的单轴拉伸强度下降16.6%。
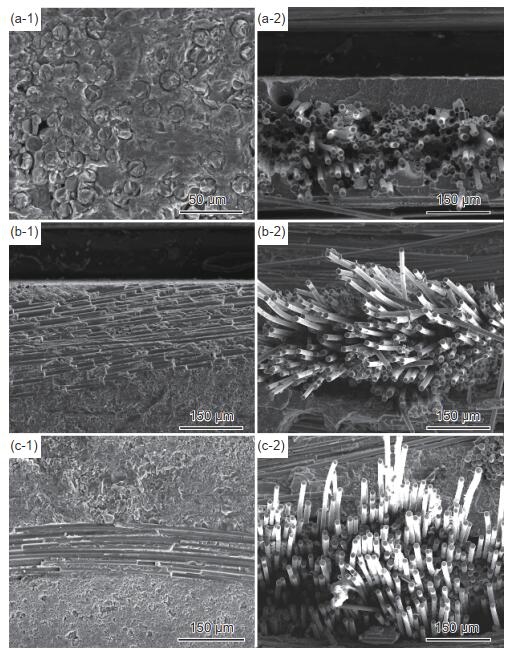
分别采用熔渗(melt infiltration,MI)工艺、化学气相渗透结合前驱体浸渍裂解(chemical vapor infiltration combined with precursor infiltration and pyrolysis,CVI+PIP)工艺及前驱体浸渍裂解(precursor infiltration and pyrolysis,PIP)工艺制备SiCf/SiC复合材料,采用扫描电镜及其附带的能谱仪、X射线衍射仪等表征分析不同工艺制备的SiCf/SiC复合材料在1300 ℃水氧环境腐蚀前后的微观结构、组成及性能变化。结果表明:不同工艺制备的复合材料氧化后断口氧元素分布有明显不同,氧化后的物相与制备工艺密切相关;经1300 ℃/50 h水氧腐蚀后,MI工艺制备的SiCf/SiC复合材料强度保留率为84%,模量保留率为76%;CVI+PIP工艺制备的SiCf/SiC复合材料强度保留率为64%,模量增加6%;PIP工艺制备的SiCf/SiC复合材料强度保留率为49%,模量增加17%;MI工艺制备的复合材料表现为氧化增重,而采用CVI+PIP及PIP工艺制备的复合材料表现为氧化失重,主要与其微观结构及组成相关。
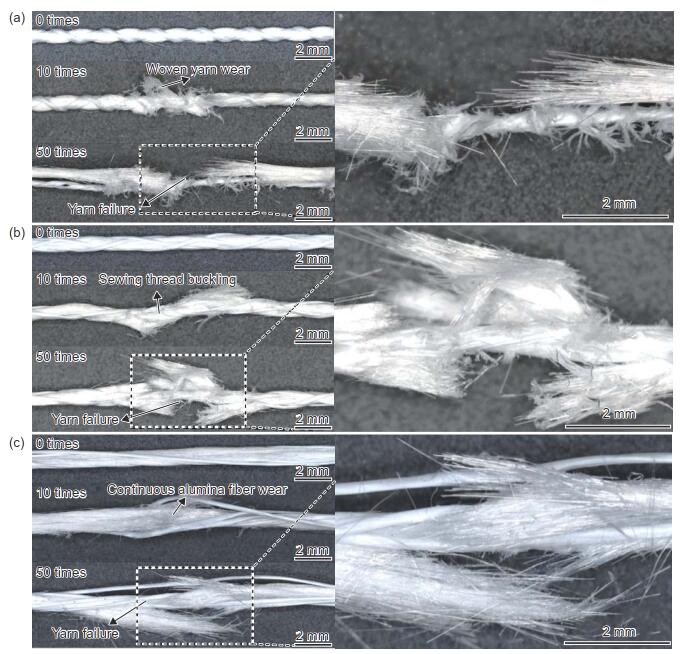
结合上浆及二维编织技术制备部分包覆结构F-3、F-4、F-5连续氧化铝纤维缝纫线,使用自研实验装置研究包覆结构对缝纫线与针孔间磨损行为的影响。使用3D轮廓仪表征不同包覆结构缝纫线的轮廓外观和摩擦作用下的损伤形态演变;通过拉伸性能测试,表征缝纫线在不同摩擦次数下的强度保持率;通过磨断次数来评价缝纫线在不同实验参数下的磨损性能。结果表明:包覆工艺参数的变化影响缝纫线表面轮廓的起伏状态,导致磨损后断口产生的毛羽长度随着包覆纱根数的增多和编织节距的增加而增大;相比原纱和浆纱,缝纫线的耐磨性显著提高;随着摩擦次数的增加,缝纫线拉伸强度保持率均呈现快速下降后趋于平缓的趋势,当摩擦次数达到30次时,F-3、F-4、F-5缝纫线拉伸强度保持率分别为12.89%、28.82%、18.35%;随着摩擦距离、纱线张力的增加,摩擦角度的减小,缝纫线的磨断次数逐渐下降。
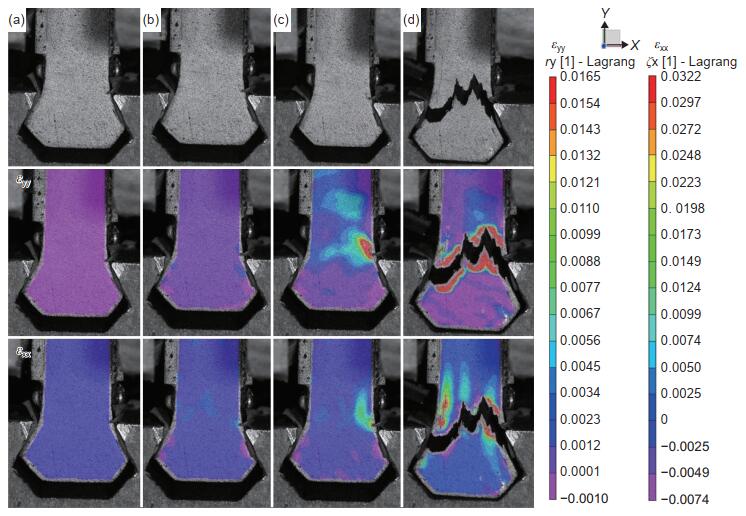
陶瓷基复合材料(ceramic matrix composites,CMC)涡轮动叶榫头是动叶装配与承受离心载荷的关键。为了研究熔渗工艺制备CMC榫头在叶片旋转径向拉伸载荷下的力学行为,验证榫头内部质量对其静拉伸强度与破坏模式的影响,设计并制备燕尾形CMC高压涡轮动叶榫头元件试件,对其进行单轴静态拉伸实验,采用X射线CT无损检测对实验前试件内部质量进行扫描,采用DIC与声发射方法对实验过程进行监测。结果表明:燕尾形CMC榫头在单轴静态拉伸下保持完好接触,其静态拉伸强度与破坏模式对其内部质量(尤其是分层缺陷)非常敏感。试件不含分层缺陷时,损伤起始于榫头颈部,并迅速扩展,损伤起始载荷与最大破坏载荷接近,断口呈横向锯齿状;试件内部含分层缺陷时,损伤起始于缺陷,分层逐渐扩展并导致试件断裂,损伤起始载荷下降99.05%,最大破坏载荷下降14.29%,断口位置与分层缺陷一致。
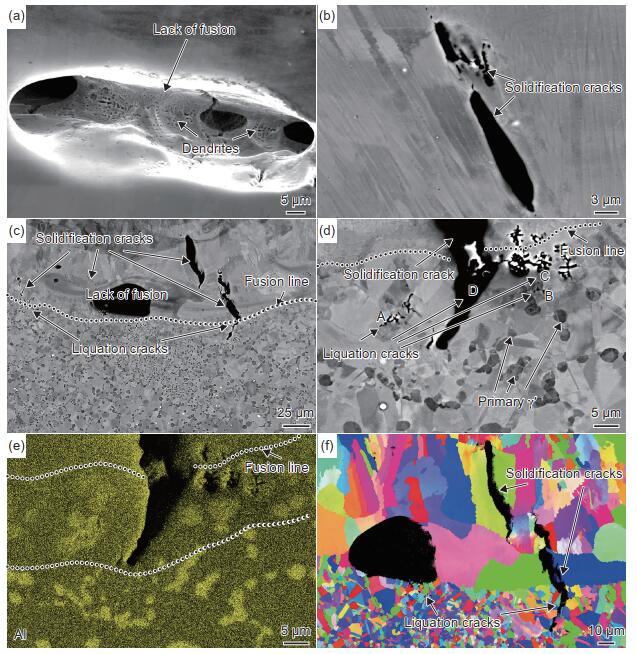
采用SEM和EBSD显微分析手段研究镍基变形高温合金GH4065A熔焊焊点的缺欠组织,并对比研究无焊点、有密排焊点和疏散排布焊点3种GH4065A带中孔薄板试样分别在低周和低高周复合疲劳载荷下的寿命差异和断裂方式差异。结果表明:焊点组织中存在未熔合孔洞、凝固裂纹和液化裂纹,是导致含焊点试样低周和低高周复合疲劳寿命大幅下降的主要熔焊缺陷。这些熔焊缺陷的存在使得疲劳裂纹从无焊点试样的中孔内表面处转为在焊点处优先形成,导致700 ℃/700 MPa低周疲劳寿命的下降幅度可达44%~83%。在600 ℃和700 ℃低高周复合载荷(静应力700 MPa+动应力100 MPa)下,熔焊缺陷不仅使得裂纹源从中孔内表面处转为在焊点处优先形成,也改变了裂纹扩展方式,增大了沿晶扩展倾向。这使得低高周复合疲劳寿命在两种温度下均大幅下降超过85%。由于密排焊点因距离中孔结构更近,密排焊点试样低周疲劳寿命低于疏散排布焊点试样,但这种焊点情况差异对低高周复合疲劳寿命的影响不大。
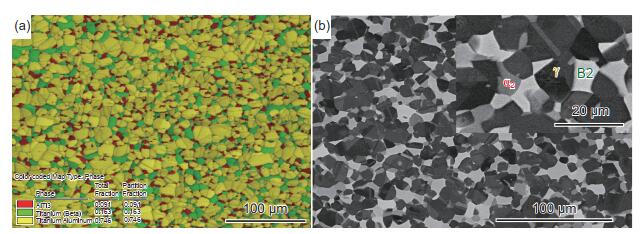
以新型多相TiAl合金(Ti-43.5Al-6(Nb、Cr、Ta))的挤压态组织为研究对象,先通过热处理分析该合金中β/B2相、α/α2相和γ相平均含量随固溶温度和保温时间的演变规律,然后测试合金在三相区内不同β/B2相含量时的室温和高温(750 ℃和800 ℃)拉伸性能。结果表明:在1190~1350 ℃范围内,γ相含量随固溶温度的升高和保温时间的延长逐渐减少,在1270 ℃时,γ相完全消失;在1190~1350 ℃范围内,β/B2相含量随固溶温度的升高先减少后增加,随保温时间的延长逐渐减少,而层片团的含量和尺寸与β/B2相的含量变化负相关;在1230~1280 ℃范围内,β/B2相平均含量可控制在10%以下;在1250~1270 ℃范围内,延长保温时间可将β/B2相平均含量控制在0.5%以下;当合金处于三相区时,控制β/B2相平均含量约6%,可得到综合拉伸性能优异的均匀细小近层片组织,且该组织的室温抗拉强度超过1050 MPa、室温伸长率1.5%~2%,750 ℃抗拉强度超过950 MPa,800 ℃抗拉强度超过850 MPa。
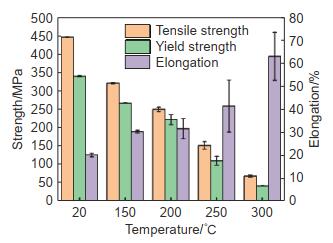
采用快速凝固-粉末冶金工艺制备Al-6Mg-0.7Zr新型中高强铝合金。通过室温拉伸、高温拉伸、SEM和TEM等手段对退火态Al-6Mg-0.7Zr合金的力学性能及组织变化进行分析研究。结果表明:快速凝固-粉末冶金法能够突破Zr元素在Al基体中的固溶极限,可制备出质量分数0.7%Zr的新型铝合金。均匀析出的Al3Zr粒子能有效阻碍位错运动,纳米尺度的Al3Zr与基体晶格呈共格关系也有利于合金强度提升。室温下Al-6Mg-0.7Zr合金的抗拉强度达到445 MPa,屈服强度338 MPa,断后伸长率20.10%。此外,Al3Zr粒子在高温下稳定,对晶界迁移及位错运动都有显著阻碍作用,使得合金在200 ℃以下具有良好的高温性能。150 ℃下Al-6Mg-0.7Zr合金抗拉强度达到320 MPa,屈服强度266 MPa,断后伸长率33.37%。
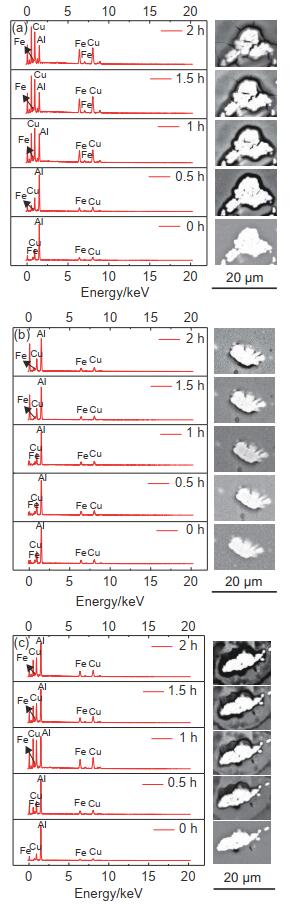
采用扫描电子显微镜(SEM),电子背散射衍射(EBSD)和透射电子显微镜(TEM)等技术研究Al-Zn-Mg-Cu系合金不同时效制度下形成的晶界析出特征与含Fe第二相(Al7Cu2Fe相)对晶间腐蚀性能的影响。结果表明:时效24 h后的铝合金试样表面尺寸较大的Al7Cu2Fe相Fe含量的变化率最大,而时效60、120 h的试样表面尺寸较小的Al7Cu2Fe相Fe含量变化率较大;随着时效时间的增长,7050铝合金试样中Al7Cu2Fe相引起表面点蚀的时间缩短,晶间腐蚀深度减小,表明其耐晶间腐蚀性能随时效时间的增长而增强;随着时效时间的增长,试样的晶界无沉淀析出带(precipitation-free zone,PFZ)宽度增大,晶界析出物(grain boundary precipitation,GBPs)的形核数减少,间距增大,容易发生晶间腐蚀的晶粒取向逐渐集中。
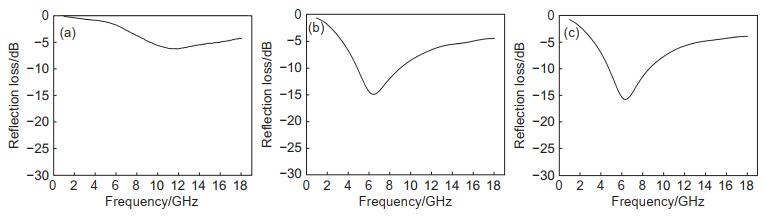
微波吸收涂层结构设计和电性能模拟计算在微波吸收涂层制备过程中起到越来越重要的作用。针对涂层结构设计和优化,能直接提升涂层吸收效果。微波吸收材料往往具有阻抗匹配层、吸收层、黏结层多层结构,其反射系数由厚度、磁导率和介电常数共同决定。单纯依靠实验来研究反射系数的影响规律,工作量必然相对宽泛且盲目。基于此,选用三种微波吸收涂层吸收剂,开展电磁参数测试与分析。设定涂层材料厚度为1.2 mm,分别模拟计算单一吸收剂的单层电磁性能、两种吸收剂复配的单层和双层结构电磁性能。通过理论计算得到四种较优的涂层设计方案,并完成电性能实验验证。结果表明,采用实验验证的电性能与模拟计算结果的趋势基本相符,最终确定吸收剂A∶吸收剂C=2∶1复配单层涂层配方方案,此时微波吸收涂层模拟计算和实验结果均具有较好的吸收效果。
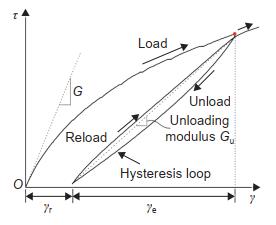
为了表征2D-C/SiC复合材料的面内剪切行为,考虑基体开裂、界面脱粘、纤维桥连弯曲等损伤机制,提出宏细观两尺度下的含损伤体元模型;引入热失配应力的影响,在分别表征卸载弹性应变和残余应变的基础上,建立材料的温度相关面内剪切本构模型。开展室温单调加载和加卸载面内剪切实验,发现残余应变和弹性应变均随剪应力的增大逐渐增大,而卸载模量随剪应力的增大持续减小。将模型用于2D-C/SiC复合材料剪切行为的模拟,结果表明:模型对于弹性应变、残余应变、卸载模量和整体应力-应变曲线的预测值均与实验数据吻合,验证了分析模型的合理性与准确性;在此基础上,给出2D-C/SiC复合材料在不同温度下的面内剪切应力-应变关系曲线,为热结构设计提供参考。
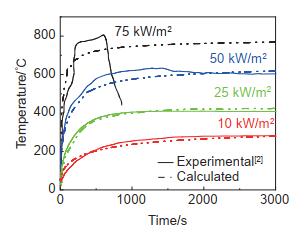
为探究复合材料结构在火灾条件下的力学响应,建立考虑基体热解和纤维软化效应的复合材料热-拉伸响应模型,通过多维数组运算对非线性方程组进行求解,研究高温下玻璃纤维/乙烯基酯复合材料的拉伸性能变化规律、预测玻璃纤维/乙烯基酯复合材料在不同拉伸载荷和单侧热流工况下的失效时间。结果表明:建立的非线性热-拉伸性响应模型,能够有效预测乙烯基酯及玻璃纤维/乙烯基酯复合材料在单侧恒定热流下的拉伸性能。通过模型预测曲线可知,玻璃纤维/乙烯基酯复合材料拉伸强度随温度的下降主要分为两个阶段:第一阶段为其在玻璃化转变温度附近快速下降;第二阶段为材料基体完全玻璃化转变后,玻璃纤维/乙烯基酯复合材料拉伸强度的缓慢下降。另外,随着拉伸载荷的增加,玻璃纤维/乙烯基酯复合材料失效时间迅速缩短,且失效时间随拉伸载荷变化情况在不同热流密度下具有相同的趋势。在相同拉伸应力下,热流密度的下降可延长材料的失效时间。在80%室温强度的拉伸应力下,层合板在10 kW/m2下的失效时间较75 kW/m2延长了300 s。在10 kW/m2条件下,施加拉伸应力低于50%室温强度时,层合板在长时间内不会发生失效。
{kind=link}