- 中国科学引文数据库(CSCD)核心期刊
- 中国核心期刊
- 文摘与引文数据库(Scopus)
- 剑桥科学文摘(CSA)
- 英国INSPEC数据库



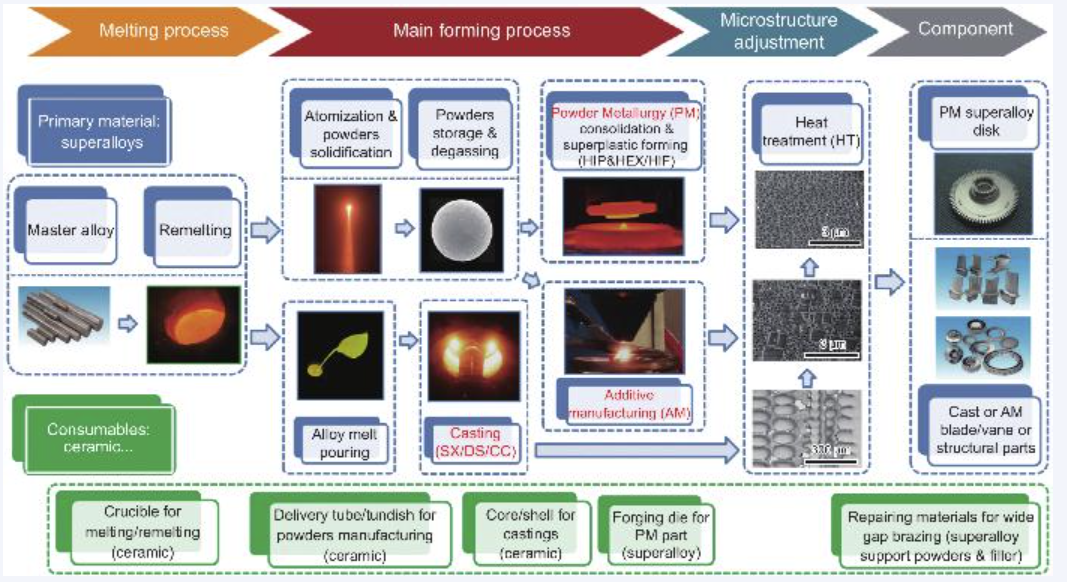
高温合金作为航空发动机及工业燃气轮机等重大装备的关键战略材料,其成分/工艺设计优化与过程控制始终是业界关注的核心问题。本工作聚焦高温合金及其部件研制与生产过程中的实际问题,识别制备流程中典型工艺的关键影响因素,综合运用同步辐射等先进表征技术和高通量实验等方法,设计并优化高温合金制备的关键工艺参数,为工艺技术水平、产品性能、合格率和研发效率提升以及成本降低提供支撑。以涉及液-固与固-固相变的高温合金制备工艺为例,研究母合金熔炼与重熔、气雾化制粉粒度/粒形协同控制、铸造凝固过程孔缺陷控制、粉末存储与除气降氧处理、粉末热等静压固结成形以及热处理等关键环节的精确定制策略与验证方法。同时,还探讨了与高温合金制备过程密切相关的关键辅助材料,如陶瓷耐火材料评价、等温锻造模具材料以及钎焊修复材料的优选使用条件。另外,在工艺定制研究过程中,揭示了若干值得关注的现象:(1)铸造和粉末合金中氧存在形式的影响;(2)合金初始组织状态对热等静压固结成形和热处理过程相变温度的影响;(3)铸造、粉末和增材制造合金、钎焊修复用材料和陶瓷耐火材料中反常相和缺陷的形成与控制等。上述研究为高温合金制备工艺参数的优化定制及工艺过程的精确控制奠定理论基础,并为工业化应用提供可行的实践技术路径。
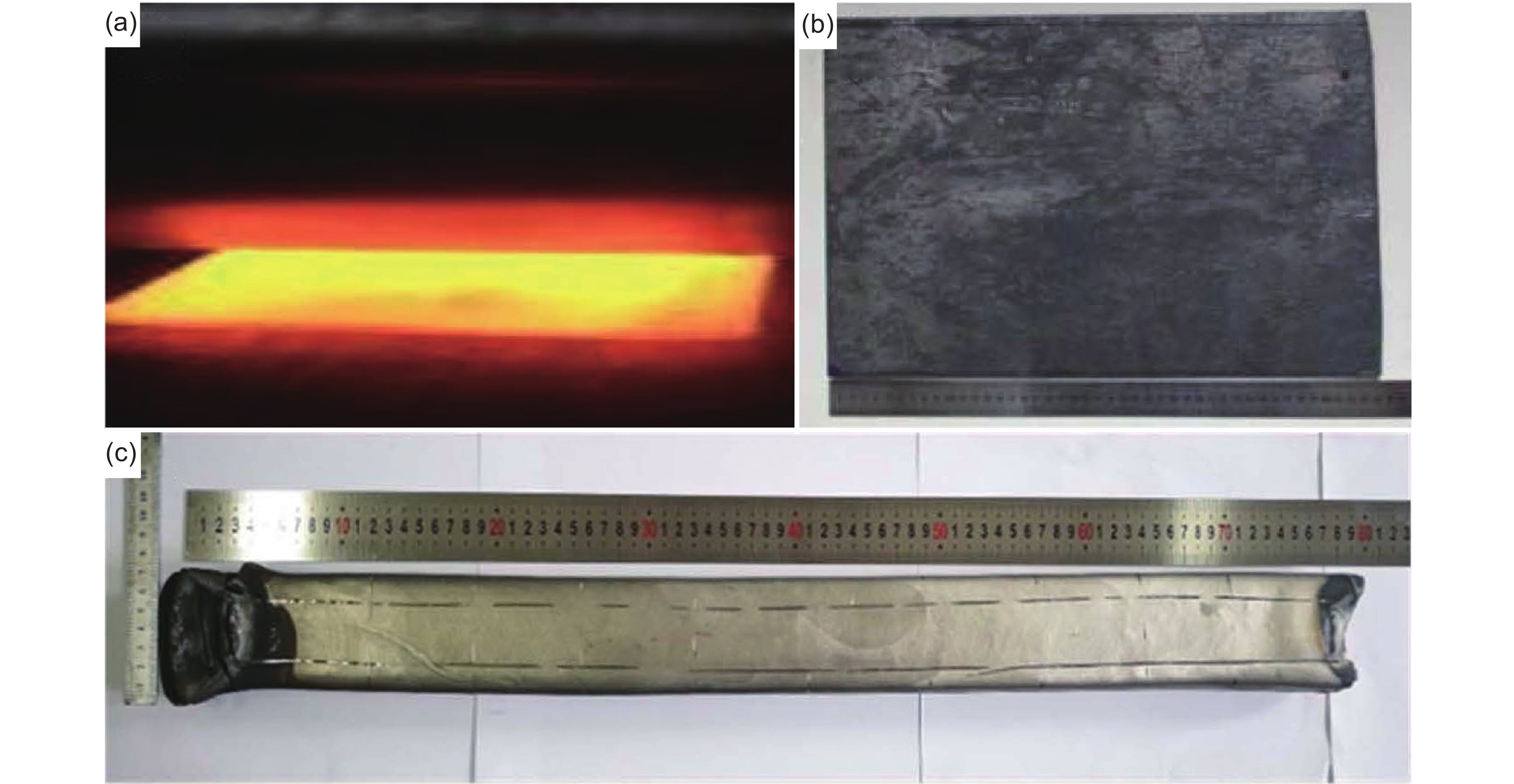
TiAl合金由于其优异的比强度、比刚度和高温性能而备受关注,在航空航天领域拥有巨大的应用潜力。随着航空航天科技的发展,对其装备及服役材料的性能要求也进一步提升。热机械处理在航空航天装备制造技术中占有十分重要的地位,是获得高性能TiAl合金的关键途径。本文主要从TiAl合金热机械处理的发展现状出发,综述TiAl合金热塑性变形行为、热加工(热锻造、热轧制、热挤压)方法与后续热处理组织调控等方面的研究进展,并提出TiAl复合材料的热机械处理工艺开发及参数遴选、大尺寸TiAl合金构件的热加工优化设计、低成本TiAl合金的热机械处理技术研发、新型TiAl合金微观组织的热机械处理调控、以及基于大数据构建的TiAl合金热机械处理工艺参数高效率筛选等发展方向。
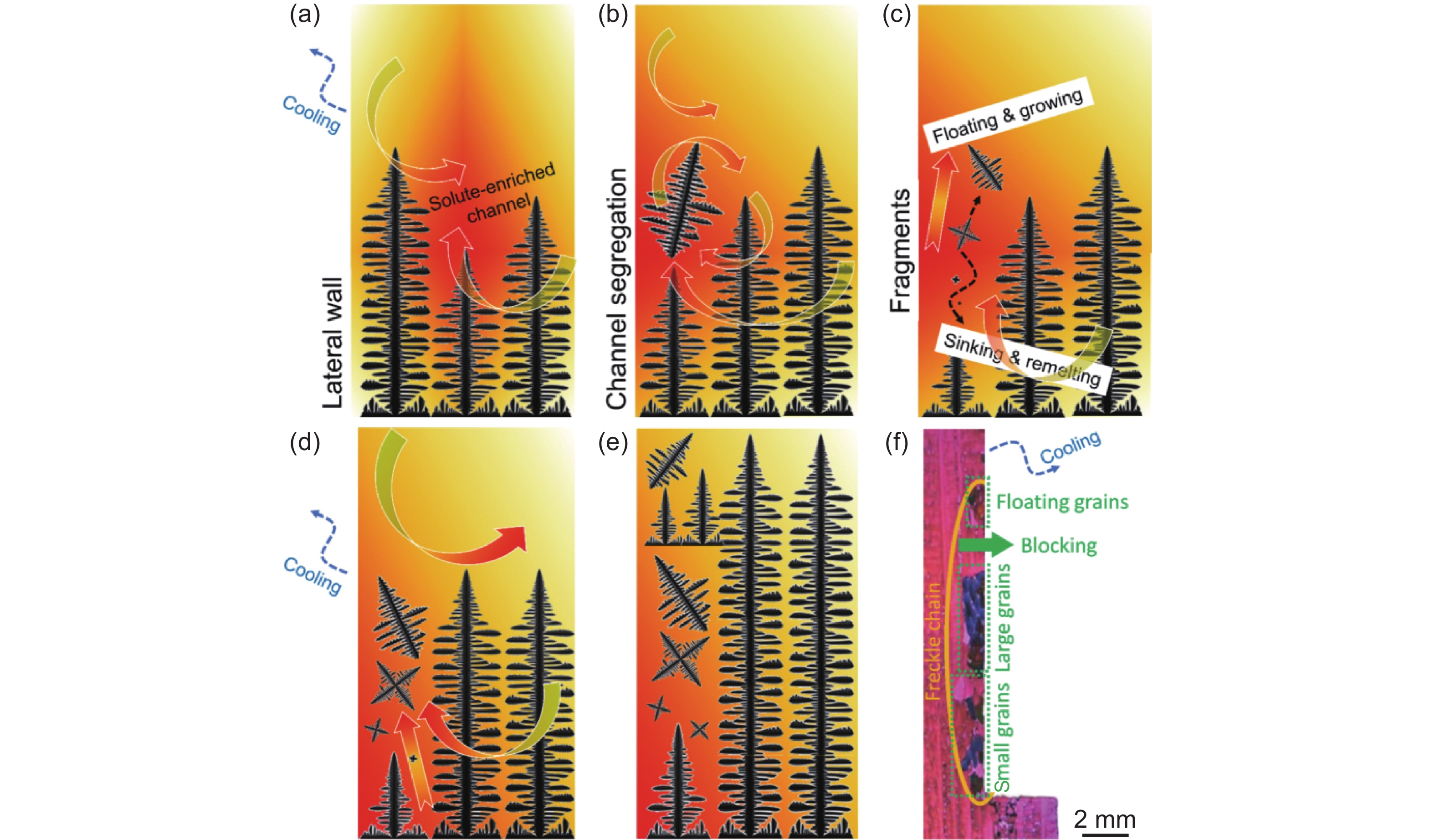
镍基高温合金定向凝固工艺的优化对提升航空发动机热端铸件质量至关重要。传统工艺优化高度依赖经验试错法,而数值模拟技术正成为关键手段。本文系统综述镍基高温合金定向凝固过程数值模拟的最新研究进展,重点围绕温度场、流场与溶质传输、应力应变场及微观组织(晶粒与枝晶)等多物理场的建模方法、模拟结果及其在工艺优化与缺陷(如杂晶、雀斑)控制中的应用展开讨论。总结当前研究成果发现,当前数值模拟研究仍存在不足之处:模型高度依赖近似边界条件;工艺窗口的精细化与全局优化能力不足;部分晶体组织缺陷及复杂缺陷交互作用的数值模拟仍不完善;高保真微观组织模拟计算资源消耗大等。针对这些挑战,考虑未来发展趋势将聚焦于深化与集成多物理场-跨尺度耦合模型,通过应用人工智能驱动的模拟与优化,提升多元合金凝固机理的精准表征能力,同时完善实验-模拟协同验证体系,加强原位表征技术与模拟的结合。通过上述方向的发展,数值模拟技术有望在实现复杂铸件精准控形控性及缺陷抑制中发挥核心作用。
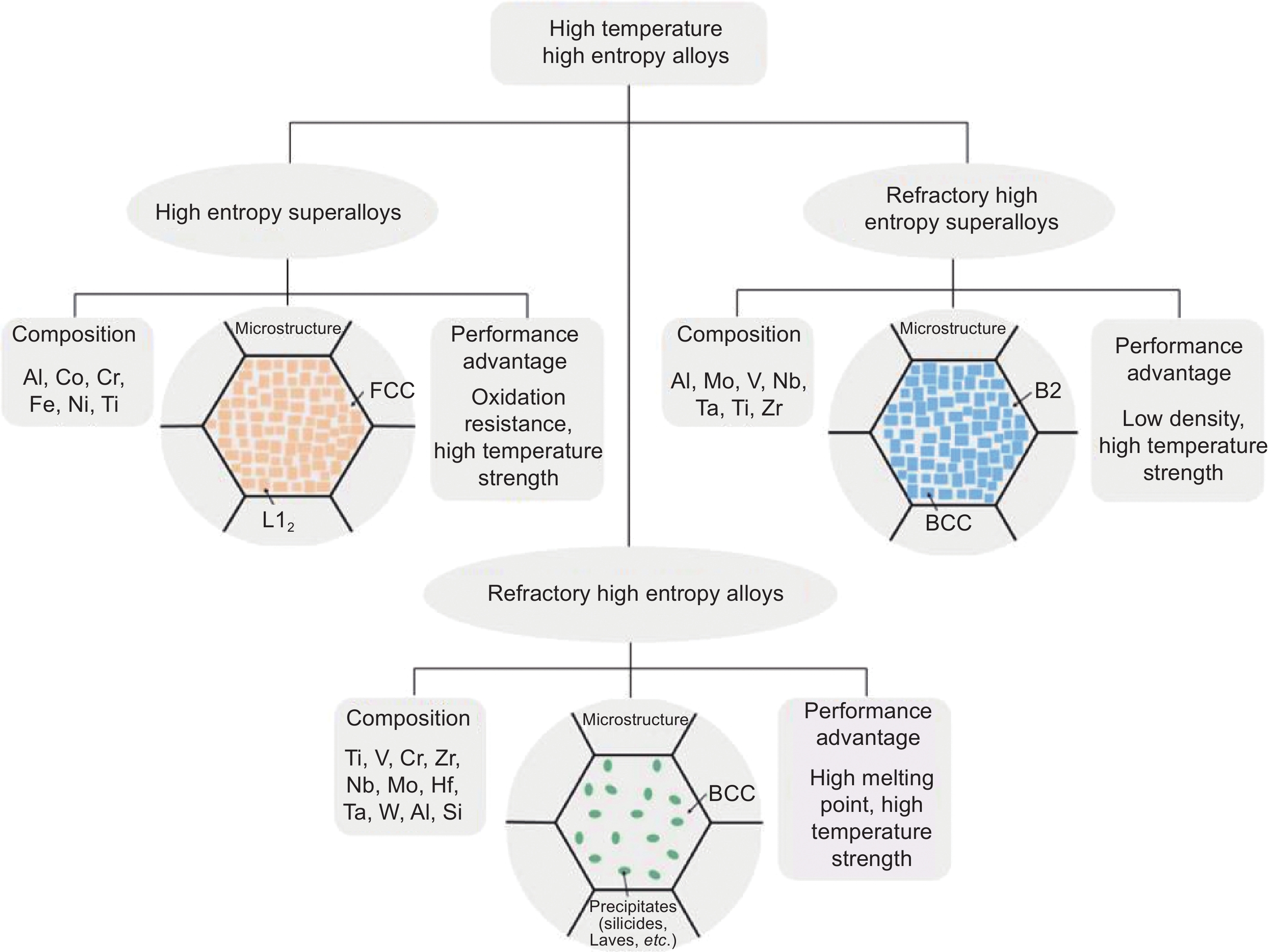
高温高熵合金凭借其独特的多主元协同效应和微观组织调控潜力,有望突破传统镍基合金的性能极限。本文系统综述高熵高温合金(HESAs)、难熔高熵合金(RHEAs)和难熔高熵高温合金(RSAs)三大体系的研究进展与发展趋势。HESAs借鉴镍基合金的γ+γ′双相结构,在800~1000 ℃区间达到与商用镍基合金相当的高温强度;RHEAs基于难熔元素体系构建高熔点固溶体,在1200 ℃以上具有显著的性能优势;RSAs则创新性发展出BCC+B2纳米网篮结构,在25~1200 ℃全温域强度显著超越镍基合金。当前高温高熵合金研究面临室温塑性差、抗氧化性能不足、长时相稳定性欠缺等共性挑战,需重点突破多尺度组织调控、动态相变机制、高通量设计方法等关键技术。未来发展趋势将聚焦于多目标成分优化模型构建、先进制备工艺开发、跨尺度性能表征技术融合,以及服役环境下的综合性能评估体系建立,为航空发动机热端部件、核反应堆结构等极端环境应用提供指导。
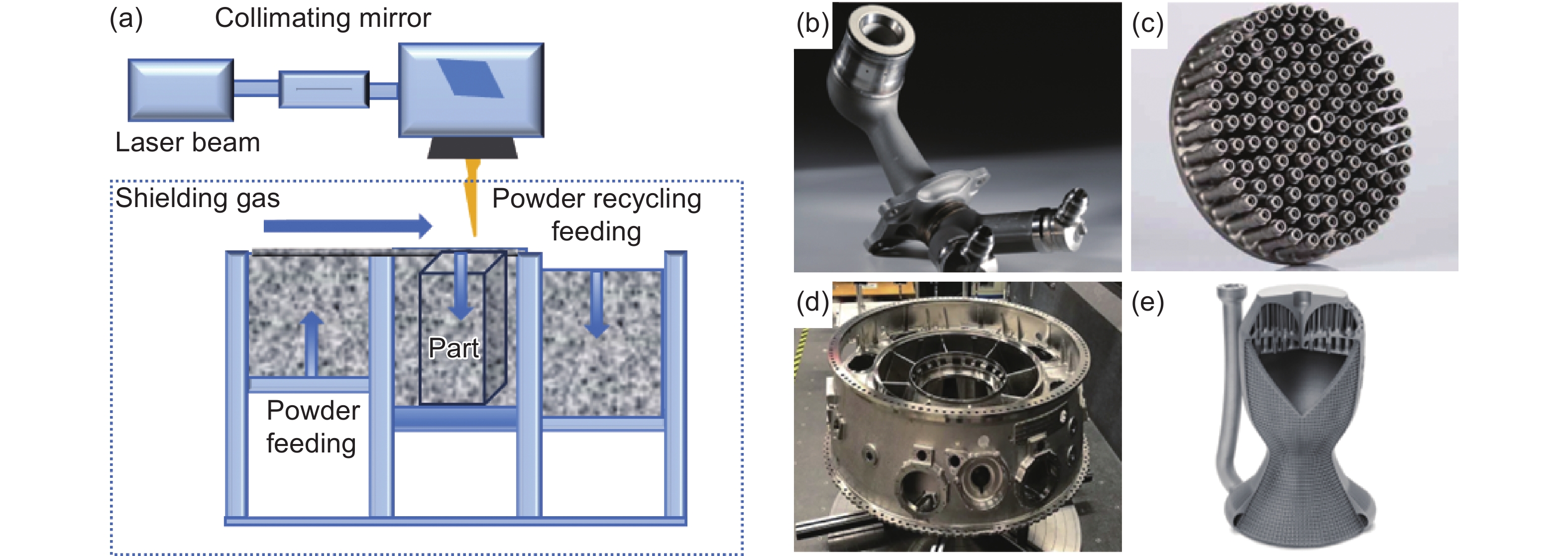
IN718高温合金因其优异的抗氧化性和抗热腐蚀性、良好的疲劳性能、组织稳定性及安全可靠性等综合性能,广泛应用于航空航天、核工业等领域,是新一代先进航空发动机热端构件不可替代的材料之一。激光粉末床熔融(laser powder bed fusion,LPBF)技术作为近年来发展迅速的新型快速成形技术,突破传统成形技术和结构设计束缚,实现复杂薄壁构件的一步激光近净成形,展现出广阔的应用前景。然而在激光增材制造成形过程中,薄壁表面的激光输入能量较大,易出现翘曲变形和裂纹,严重影响其服役性能。针对以上问题,本工作概述LPBF技术的工作原理及研究动态,系统分析LPBF成形IN718高温合金薄壁的跨尺度微观组织演化特征及析出相演变行为,重点梳理缺陷萌生和扩展机制,从优化结构设计、激光成形工艺参数、合金成分等多方面对缺陷抑制进行归纳,分析探讨IN718高温合金薄壁室温与高温力学性能的强化机制。最后,总结LPBF成形高温合金薄壁存在严苛环境下关键性能不足等问题并展望未来发展方向,其中包括:建立适合高温合金薄壁的激光成形工艺数据库;研究LPBF成形高温合金薄壁凝固缺陷形成及调控新方法;优化高性能高温合金薄壁构件材料化学成分。
高温合金蠕变性能的表征一般在恒温恒应力条件下进行,然而在航空发动机服役环境中由于内冷气的影响,涡轮叶片往往在厚度方向存在较大的温度梯度,因此探究单晶合金在温度梯度下的蠕变行为具有重要的工程应用价值。本工作利用Ni3Al基单晶高温合金开展一系列基于叶片典型服役状态的温度梯度蠕变实验,温度梯度包括105、5×104 K/m。结果表明,温度梯度对试样的蠕变寿命影响显著,与等温蠕变相比,105 K/m温度梯度使蠕变寿命增长了接近46%,而5×104 K/m温度梯度则增加了约30%蠕变寿命。断口分析与组织分析表明,温度梯度条件下试样断口的各向异性更加显著,其高、低温端的氧化状态也明显不同。在高温区,氧化层紧密且厚度较小;在低温区,氧化层疏松且厚度较大。其中105 K/m温度梯度试样的组织在低温区为形筏组织,在高温区为解筏组织,这表明该试样在高温区和低温区的应变速率不一致。
在1000 ℃/200 MPa、1100 ℃/100 MPa条件下开展两种壁厚DD10合金的持久强度实验,分析不同壁厚试样的持久损伤特征及薄壁效应原因。结果表明:在1000 ℃/200 MPa和1100 ℃/100 MPa条件下,较薄试样相比较厚试样持久寿命显著降低,DD10合金呈现薄壁效应。由氧化引起的有效承载面积降低虽在一定程度上加速试样的蠕变进程,但所引起的不同壁厚试样有效应力变化小于6%,氧化导致的有效应力变化不是薄壁效应出现的主要因素。通过对断口表面和纵截面的微观结构观察,可以发现在两种条件下,较薄试样中空洞及裂纹尺寸均小于较厚试样;应力强度因子K与裂纹长度l的关系表明,同尺寸裂纹处于不同壁厚试样中,试样越薄其裂纹尖端应力强度因子越大,裂纹越容易发生进一步扩展。由此推断出,试样越薄,裂纹失稳扩展的临界尺寸越短,不同壁厚试样裂纹失稳扩展的临界尺寸的差异是薄壁效应的重要原因之一。
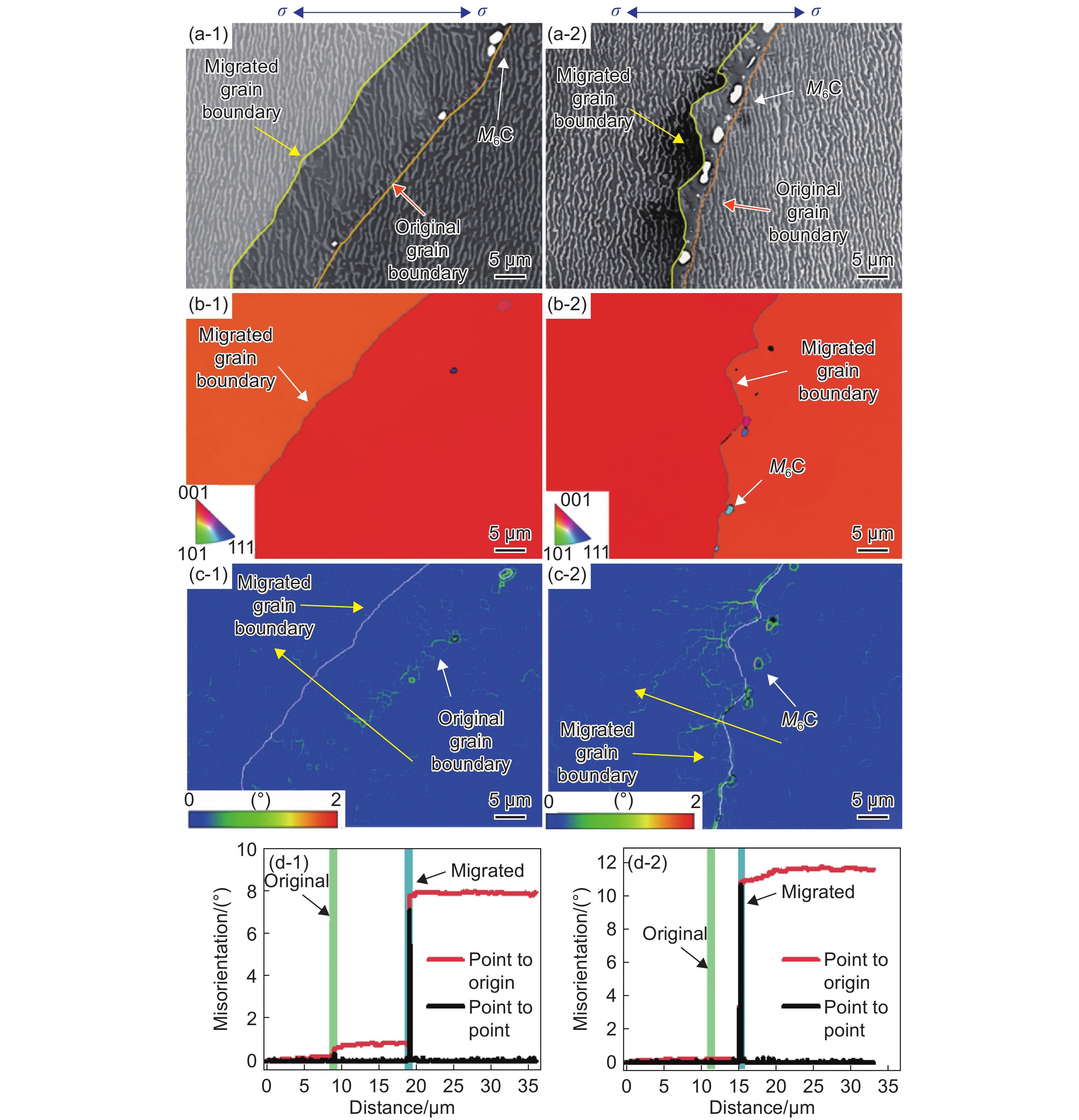
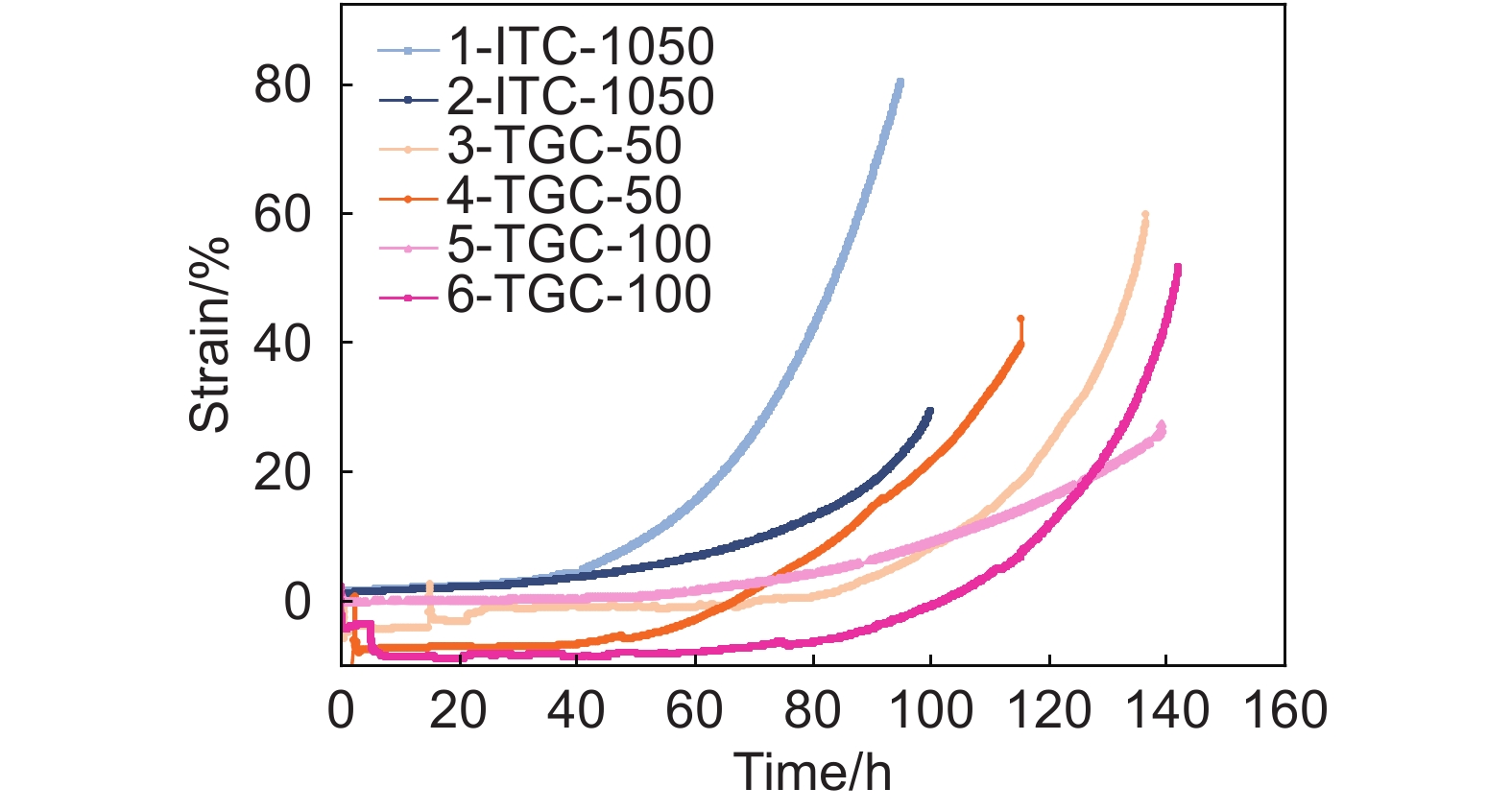
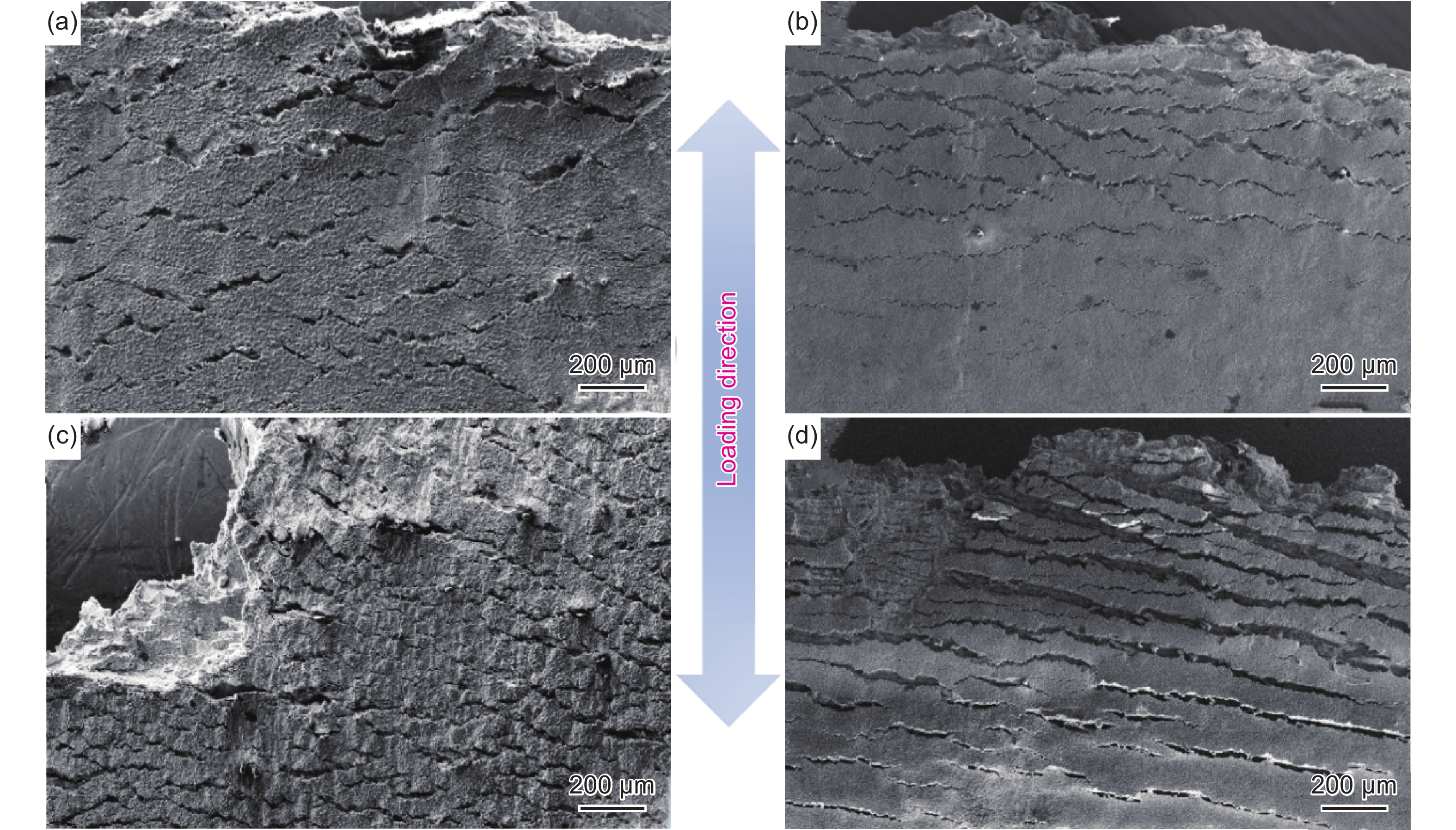
以含不同晶界取向差的二代镍基单晶高温合金板状样品为研究对象,通过开展1100 ℃/137 MPa的高温蠕变断裂及中断实验,探究小角度晶界对合金高温蠕变行为的影响作用机制。结果表明:经标准热处理后,取向差为7°的GB-7合金小角度晶界处析出细小的MC型碳化物,取向差为12°的GB-12合金小角度晶界处主要是块状的M6C型碳化物。随着晶界取向差的增大,合金的高温蠕变寿命降低,GB-12合金的蠕变寿命仅为单晶合金的40%。进一步分析表明,GB-7合金和GB-12合金在高温蠕变过程中皆发生了小角度晶界迁移,但是GB-12合金的迁移距离低于GB-7合金。GB-12合金中块状M6C型碳化物阻碍了小角度晶界迁移,导致晶界处产生应力集中。GB-12合金内部和表面的小角度晶界处易于萌生裂纹,导致其蠕变寿命显著降低。本研究可为后续提升合金高温蠕变中小角度晶界的容限提供指导和数据支持。
研究一种耐腐蚀单晶高温合金在760 ℃/800 MPa、980 ℃/250 MPa和1120 ℃/130 MPa条件下的蠕变性能,采用扫描电镜和透射电镜分析蠕变断裂组织、断口特征和位错形貌。结果表明:合金在760 ℃/800 MPa、980 ℃/250 MPa和1120 ℃/130 MPa条件下具有良好的蠕变性能,合金的蠕变曲线表现出基本相同的三阶段蠕变特征,随着温度升高和应力降低,蠕变初始阶段和加速阶段的寿命占比都缩短,而蠕变稳态阶段寿命占比增加。与980 ℃/250 MPa和1120 ℃/130 MPa相比,在760 ℃/800 MPa条件下起始阶段的蠕变速率较大。在760 ℃/800 MPa条件下,合金γ′相基本保持立方化形态,基体通道中形成的位错缠结和切割γ′相形成的层错对合金进行强化,合金蠕变断裂形貌为类解理和韧窝混合断裂。在980 ℃/250 MPa和1120 ℃/130 MPa条件下,合金发生明显的筏排化,γ′相和γ基体完成拓扑反转;γ/γ′相界面上形成了高密度的位错网对合金进行强化,未形成层错,蠕变后期位错切入γ′相,蠕变断裂形貌为韧窝断裂。在1120 ℃/130 MPa条件下,蠕变过程中析出少量的片状σ相,合金具有良好的组织稳定性。
为满足轻量化需求,铸件结构正朝着薄壁化方向发展,因此有必要研究镍基高温合金薄壁结构的微观组织和力学性能演化特征。首先设计包含壁厚1、1.25 mm和1.5 mm的薄壁铸件,分别在两种工艺条件下完成重力浇注,并对两种铸件进行微观组织分析和力学性能测试,获得铸件不同壁厚处的二次枝晶臂间距(secondary dendrite arm spacing,SDAS)、晶粒形貌和晶粒平均尺寸、γ′相尺寸与体积分数等微观组织特征值,以及相应的硬度和抗拉强度。结果表明:随着铸件壁厚由1mm增大到1.25 mm和1.5 mm时,SDAS增加了29.9%以上。当砂箱温度900 ℃时,铸件抗拉强度随着壁厚增加而波动;当砂箱温度25 ℃时,铸件抗拉强度随着壁厚增加而升高。通过数值模拟,确定铸件的冷却速率变化范围。砂箱温度900 ℃的铸件冷却速率范围为16.0~28.2 ℃/s;砂箱温度25 ℃的铸件冷却速率范围为26.2~58.5 ℃/s。
定向凝固高温合金DZ125在航空发动机上广泛用作涡轮叶片,本工作研究微量元素P对DZ125合金微观组织、力学性能和裂纹倾向性的影响。结果表明:P元素在DZ125合金中主要偏聚在晶界处,对合金中γ′、γ+γ′共晶、碳化物等影响很小。当P含量达到0.008%(质量分数,下同)时,铸态合金在枝晶间形成了富P相,热处理后富P相回溶消失;当P含量不超过0.0039%时,P对DZ125合金的室温拉伸性能及980 ℃/235MPa 持久寿命没有明显影响,但对760 ℃/805 MPa持久寿命有明显影响,P含量为0.0039%的合金760 ℃/805MPa持久寿命相较于P含量为0.0013%的合金下降了37%,这是由于较高含量的P元素在晶界偏聚导致晶界弱化所致。当P含量达到0.011%时,DZ125合金空心涡轮叶片在定向凝固过程中出现了明显的沿晶裂纹。DZ125合金裂纹倾向性增加的主要原因是过量的P在晶界富集,并析出富P相,导致晶界弱化和裂纹萌生。
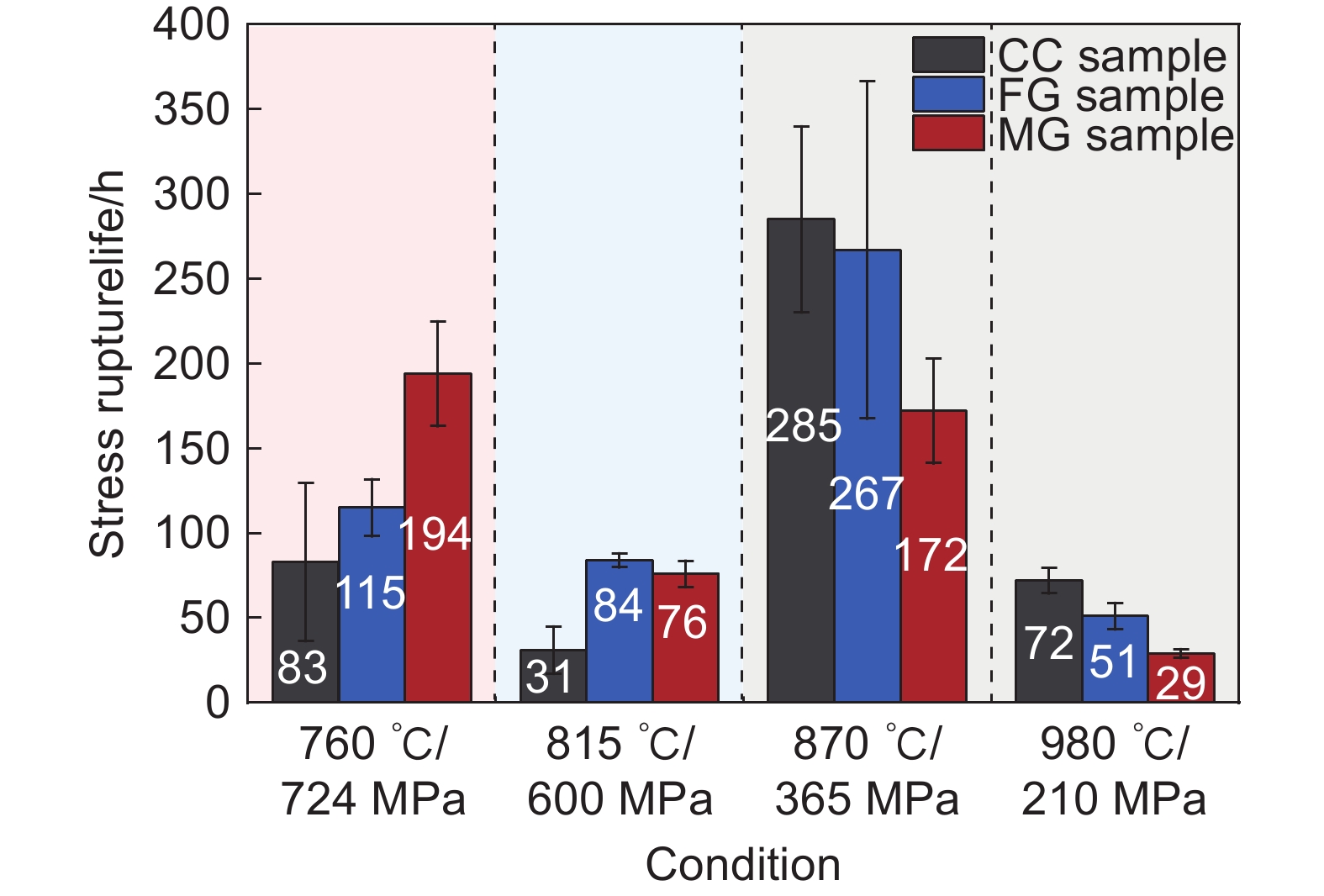
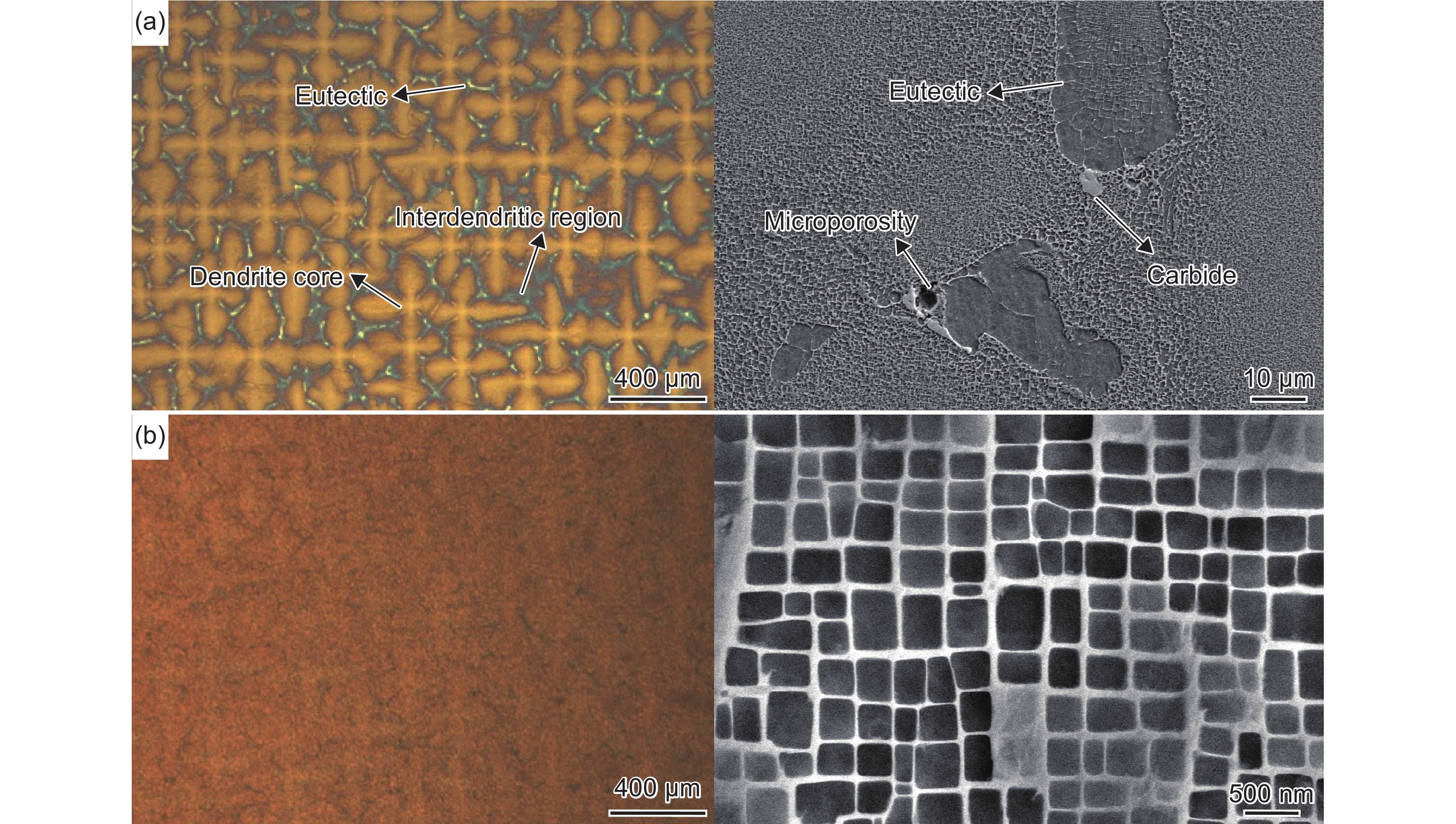
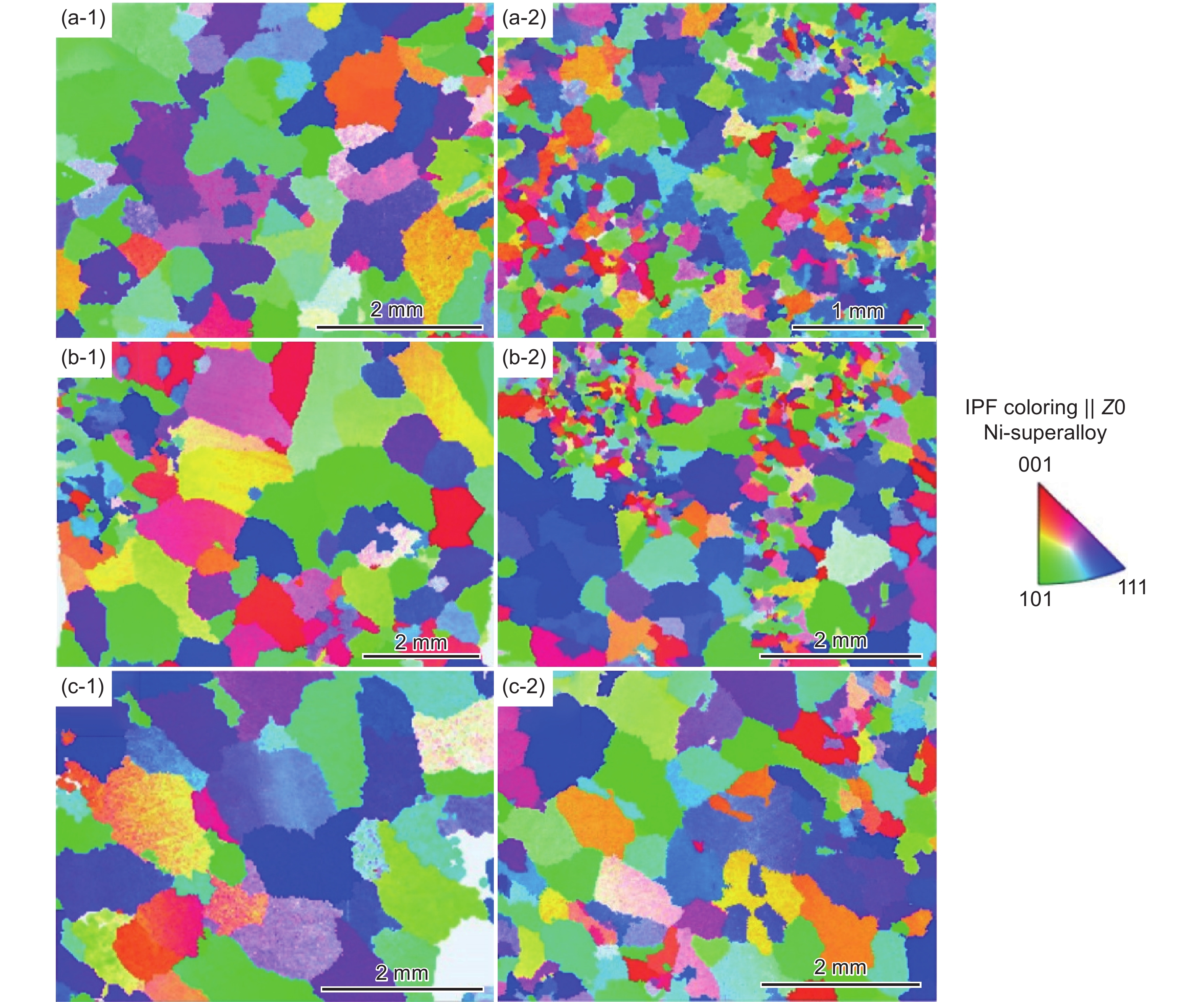
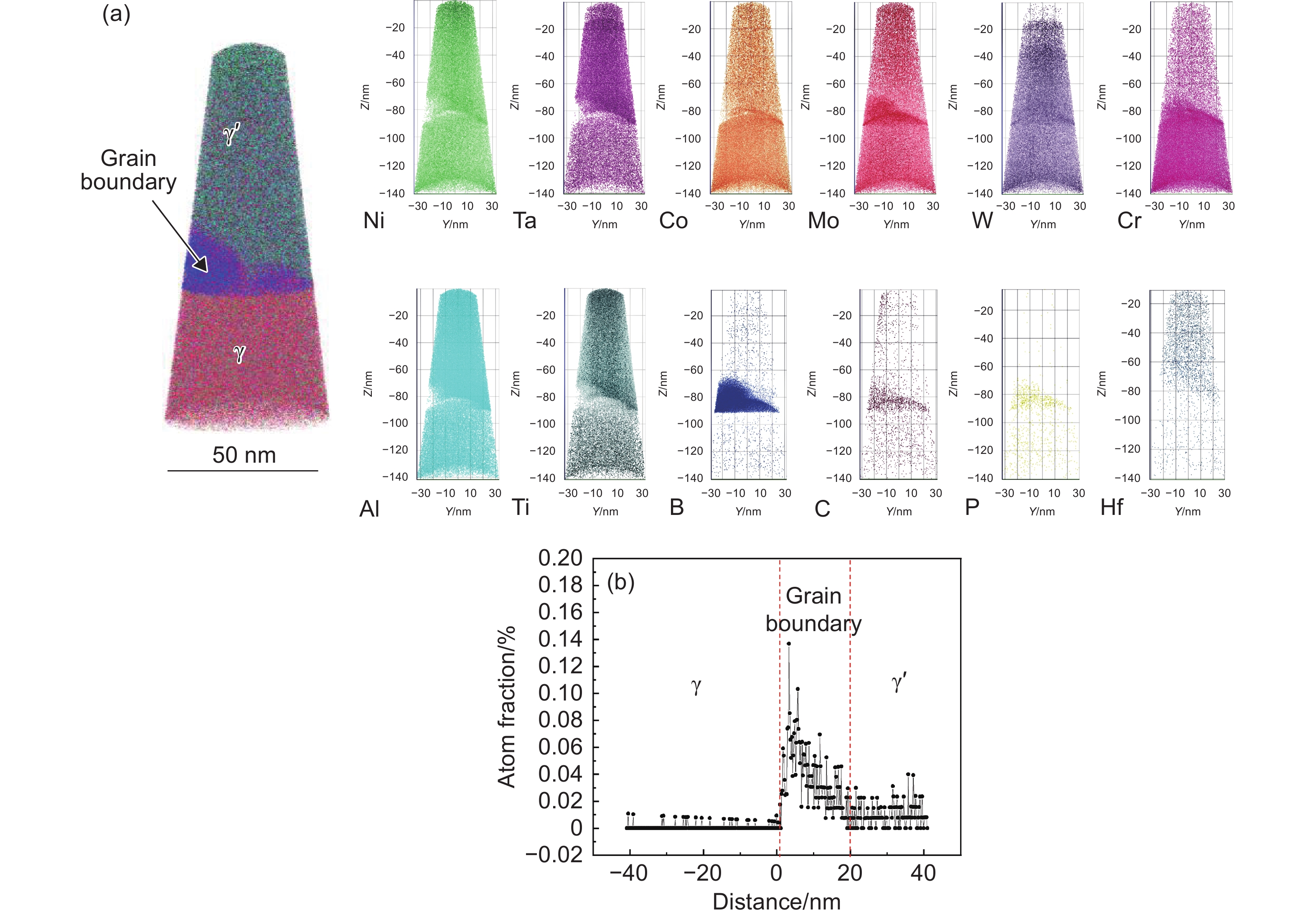
晶粒细化是提高合金中低温性能的有效手段,但在等强温度以上可能会损伤高温持久性能。本工作结合扫描电子显微镜及能谱分析研究K447A合金显微组织演化及持久断裂机制,并讨论K447A合金在760 ℃/724 MPa、815 ℃/600 MPa、870 ℃/365 MPa和980 ℃/210 MPa条件下晶粒细化对持久性能的影响。结果表明,K447A合金持久等强温度介于815~870 ℃,晶粒细化对K447A合金持久寿命的影响具有明显的温度依赖性。在760 ℃/724 MPa条件下,随着晶粒尺寸从5.0 mm分别减小至1.3 mm和58 μm,K447A合金持久寿命从83 h分别提高至115 h和194 h;在815 ℃/600 MPa条件下,随着晶粒细化,持久寿命先从31 h增加至84 h,之后略降至76 h;在870 ℃/365 MPa及980 ℃/210 MPa条件下,随着晶粒细化,持久寿命逐步减小。因此,晶粒细化是改善K447A合金在870 ℃以下持久性能的有效技术手段。K447A合金持久变形在815 ℃以下以晶内变形为主,晶粒细化主要通过限制滑移带长度和提高γ′相体积分数延长持久寿命;在870 ℃以上K447A合金持久变形以晶界滑移为主,晶粒细化对持久性能的劣化归因于高温晶界滑移加剧、氧化及由此导致的脆性AlN及低强度贫化区。
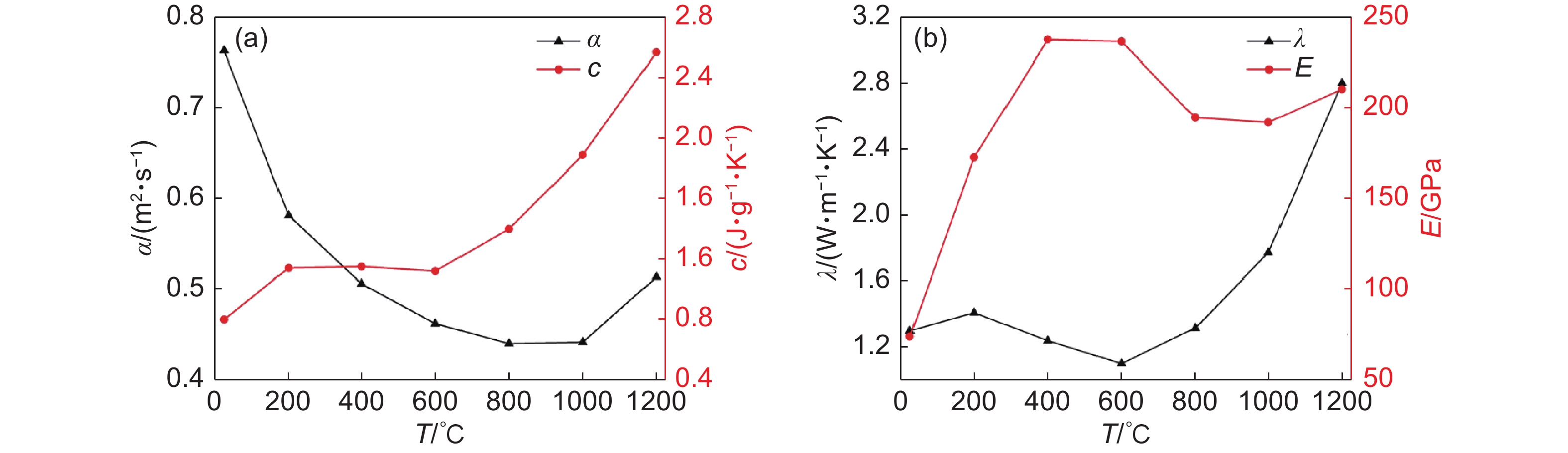
钛合金熔模铸件广泛应用于航空航天领域,在制备过程中,钛与陶瓷型壳易发生反应,从而导致型壳开裂、铸件变形等问题。因此,开展型壳焙烧过程温度分布和变形行为研究,对于提升型壳性能、改善铸件质量具有重要意义。本工作采用改进的蒙特卡洛方法构建辐射传热模型,考虑热损伤影响,建立“热-力-损伤”力学本构模型,基于ABAQUS二次开发专用模拟软件,开展型壳焙烧过程数值模拟研究。对陶瓷型壳的关键热物性参数进行实验测试,为数值模拟提供数据支撑。通过平板试件对建立的模型进行实验验证,模拟和实验结果吻合较好。采用开发的模拟软件,对环形阶梯件陶瓷型壳不同方案焙烧过程温度分布和变形行为进行模拟研究,结果表明:焙烧过程中温度的不均匀分布会导致型壳变形甚至开裂,尤其在结构突出部位更为显著。此外,随着焙烧温度升高,型壳内部玻璃相黏度降低,也会加剧热应力积累和型壳局部变形。通过对陶瓷型壳焙烧过程温度与变形的模拟研究,为型壳焙烧工艺优化以及钛合金熔模铸件合格率提升提供理论依据和技术支撑。
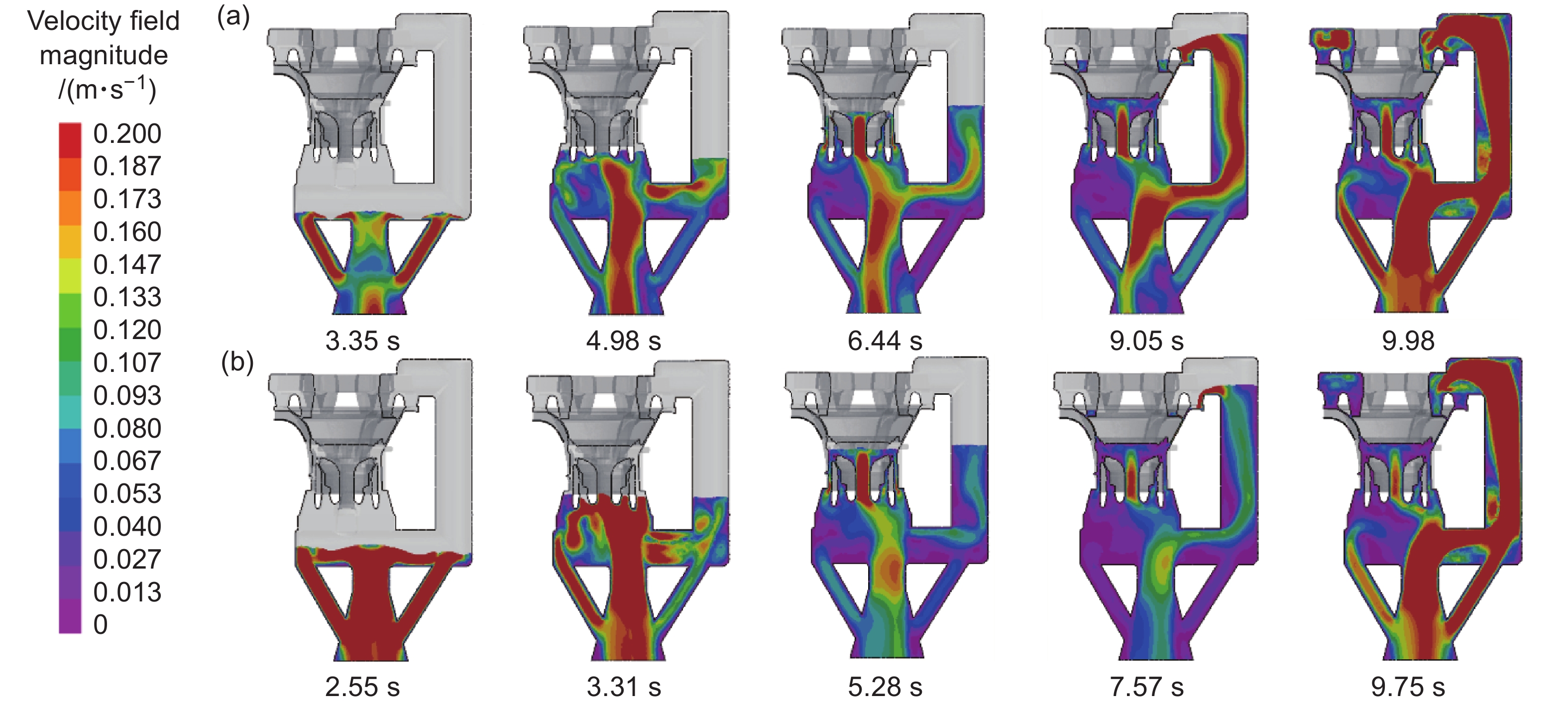
以K4169高温合金热端机匣为研究对象,针对传统高温合金反重力铸造线性充型过程出现的液体飞溅、振荡、卷气等缺陷,考虑到机匣铸件的复杂变截面结构,通过水力学模拟实验探索加压速度对变截面的充型影响,得到对于变截面结构,加压速度越小,液体充型越平稳。利用正交实验确定机匣模型最优充型工艺参数,即浇注温度为1460 ℃,型壳温度为900 ℃,平均加压速度为4 kPa/s。根据机匣模型结构设计线性与非线性充型压力曲线,对两种充型方式进行数值模拟及实验研究。结果表明:两种充型工艺相比,在同样的充型时间内,非线性充型平均浇口速度比线性充型下降16.77%,且非线性充型浇口速度更加平稳,非线性充型机匣薄壁区域整体缺陷低于线性充型。线性充型机匣不同区域出现大量裂纹缺陷,总体缺陷占比较高;而非线性充型机匣没有出现裂纹缺陷,只有少数微孔洞。无损检测结果也表明非线性充型机匣铸件缺陷更少,说明非线性充型工艺有效减少机匣铸件的缺陷种类和数量。
{kind=link}