- 中国科学引文数据库(CSCD)核心期刊
- 中国核心期刊
- 文摘与引文数据库(Scopus)
- 剑桥科学文摘(CSA)
- 英国INSPEC数据库




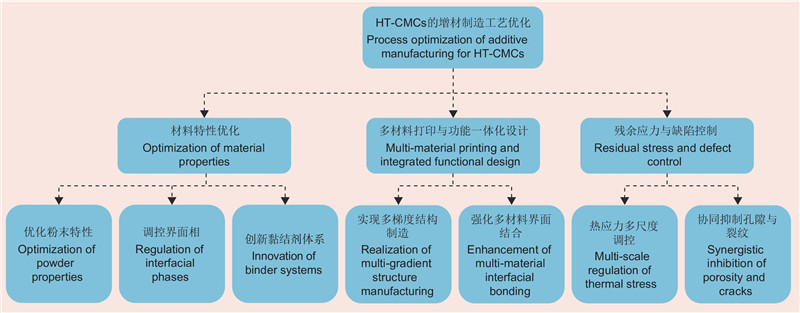
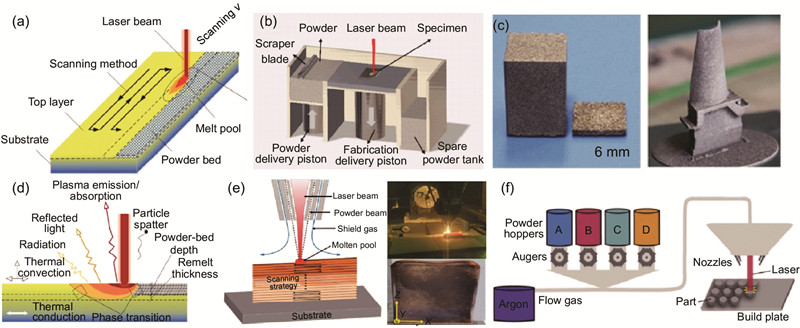
耐高温陶瓷基复合材料(HT-CMCs)因其卓越的耐高温、高强度、低密度及良好化学稳定性,在航空航天、能源等极端工况领域应用前景广阔。传统制造工艺在制备复杂形状与高性能HT-CMCs时存在局限,而增材制造(AM)技术以逐层堆积成形的独特优势,为复杂结构HT-CMCs制造开辟了新路径。该技术凭借直接制造冷却通道等复杂内部构型的能力,显著提升了材料的功能特性及结构效率,并基于服役需求能够实现性能导向的精准调控与定制化生产,同时大幅减少材料损耗,有效降低了制造成本。本文聚焦于HT-CMCs增材制造技术,介绍了其技术原理及应用现状,重点阐述了HT-CMCs材料增材制造体系设计、成形技术、工艺优化等方面的国内外最新研究进展。此外,本文展望增材制造HT-CMCs未来趋势:材料与工艺协同上,突破多材料打印界面瓶颈,开发复合工艺以实现多功能一体化与梯度结构;智能化体系构建上,建“数字控制-实时监测-参数优化”系统,借AI调控参数降低试错成本;模块化与循环制造上,开发可切换标准化模块,创新陶瓷废料回收以提高材料利用率,旨在推动其前沿工程化应用。
航空航天领域的发展亟需在超高温服役条件下具有优异力学性能的先进结构材料,近年来开发的难熔高熵合金(refractory high entropy alloys,RHEAs)虽具有应用前景,但仍面临着室温脆性及元素偏析等问题,对其制备工艺提出较大挑战。而增材制造技术在制备RHEAs方面具有抑制元素偏析、细化组织且可实现复杂形状构件制备等独特优势,具有广泛的研究潜力。本文从介绍增材制造RHEAs的主要技术方式出发,对增材制造RHEAs的微观结构、元素分布及相组成特征进行归纳并概述其室温和高温力学性能。针对增材制造RHEAs面临的开裂、孔隙等主要工艺挑战,对近年来的相应研究成果进行综述,并提出通过成分调控与晶界工程优化增材制造工艺的新思路。最后,本文对于未来通过增材制造技术引入晶界强化元素或高熵陶瓷强化相实现室温塑性与高温强度的进一步提升以及通过抑制开裂与残余应力实现大尺寸RHEAs复杂构件制备等方面进行展望。
TiAl合金室温塑性不佳,传统铸造和锻压工艺难以满足复杂结构部件的加工需求。激光选区熔化技术(SLM)具有制造周期短、材料利用率高、成形精度优异等特点,被认为适用于航空航天领域复杂零部件的制造。本研究采用Ti48Al2Cr2Nb与4% FeMo60(质量分数)合金粉末混合,制备名义成分为Ti47Al3.5Cr1Nb1Mo1Fe的合金。采用棋盘式搭接打印策略,同时优化打印参数,成功实现低缺陷率(仅为0.49%)TiAl合金的SLM成形。此外,利用X射线衍射、扫描电子显微镜等设备探究组织形成原因。进一步通过热处理工艺将打印态合金中大量的α2相转变为大量的γ相,同时将打印过程中未熔化FeMo60粉末固溶实现固溶强化,合金抗压强度达770.3 MPa,提高30%。本研究为高性能、复杂形状TiAl合金的制备提供了重要参考。
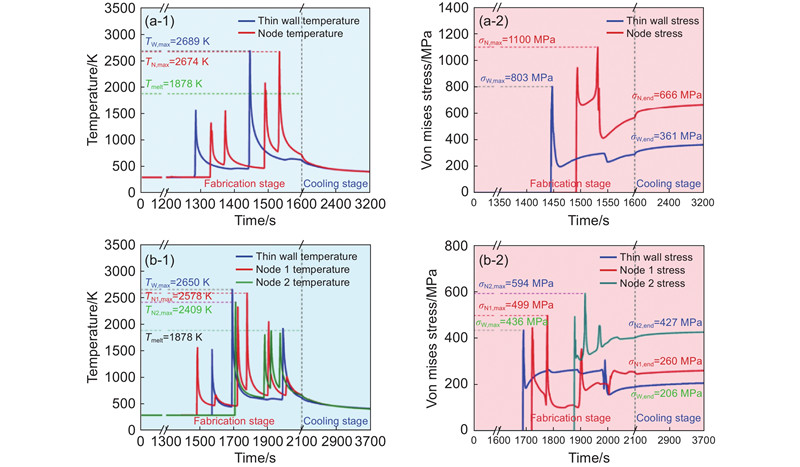
电弧熔丝增材制造(wire-arc additive manufacturing,WAAM)以金属丝材为填充材料、电弧为热源,在大型复杂构件制造中具有显著优势,但存在制备周期长,路径规划复杂及残余应力显著等问题。针对电弧熔丝增材制造制备复杂结构件时,不合理制备路径导致的残余应力集中与应变缺陷,使用有限元仿真软件优化沉积路径,并基于优化路径制备成形质量良好的栅格构件单元体。结果表明:未优化路径冷却后,薄壁处等效残余应力为 361 MPa,节点处高达666 MPa;而优化路径冷却后薄壁处等效残余应力将至206 MPa,两节点处分别为260、427 MPa。相较于未优化路径,优化路径节点残余应力最大降幅61%,薄壁应力降幅43%,且节点与薄壁的应力差异显著降小,残余应力诱发的形变与缺陷明显降低。采用优化路径制备的栅格构件单元体熔道结合紧密、成形质量良好,无明显残余应力变形,验证了此优化路径在电弧熔丝增材制造栅格构件残余应力控制中的可行性。
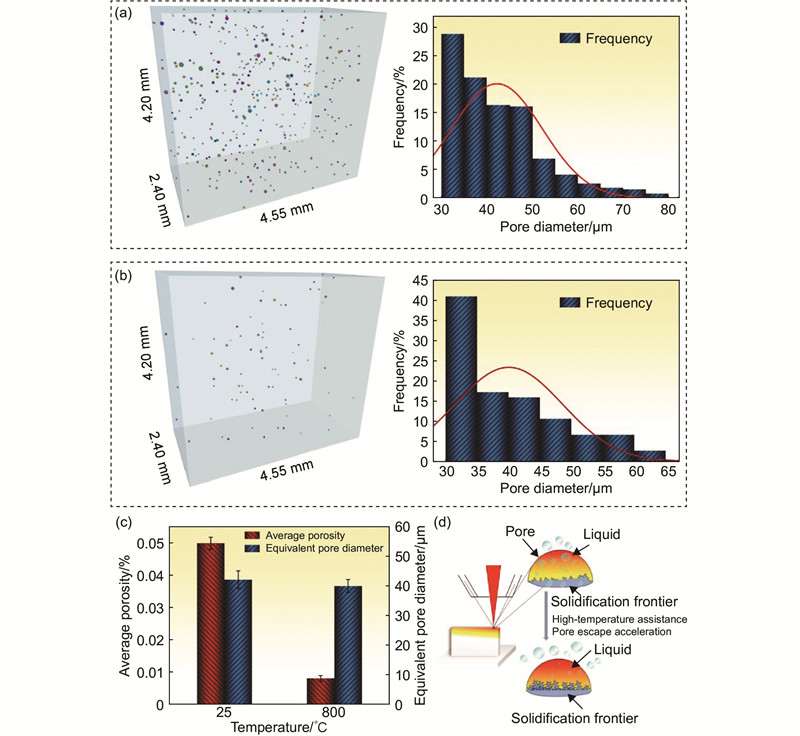
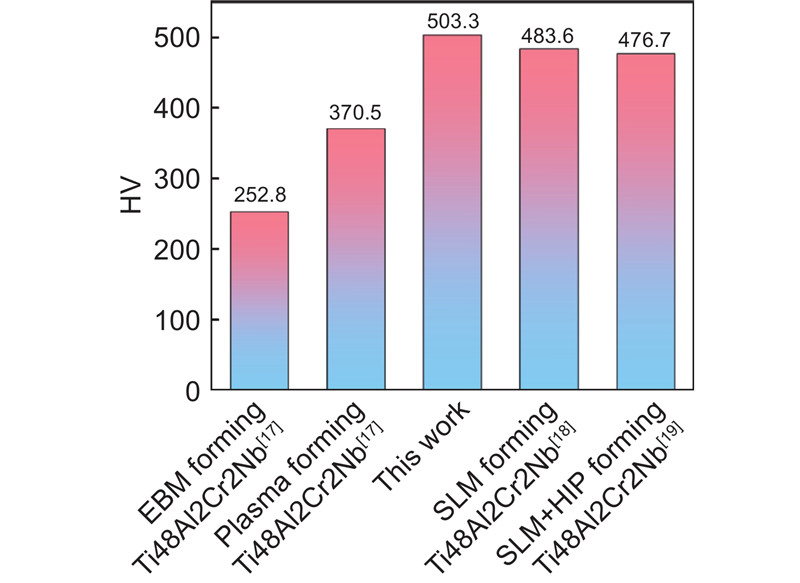
激光定向能量沉积(laser directed energy deposition,LDED)凭借高效率与工艺柔性,正成为解决室温高脆性和高活性的TiAl4822(Ti-48Al-2Cr-2Nb)合金传统工艺难加工、难制备大型复杂构件问题的关键途径,以充分发挥其航空发动机等高温轻质部件的理想材料潜力。然而,LDED过程中快速熔融-凝固循环会产生极大的温度梯度和残余应力,从而导致构件开裂,但目前尚无成熟手段能够完全抑制裂纹产生。本工作利用整体高温辅助LDED制备出30 mm×25 mm×6 mm致密无裂纹的TiAl4822合金薄壁构件,并对其宏观形貌、微观组织、孔隙率及显微硬度进行研究。研究结果表明:在常温条件下,LDED制备的TiAl4822合金薄壁样件易发生以解理为主的脆性断裂,显微组织以细小等轴晶为主;引入800 ℃整体高温辅助后,沉积层晶粒定向生长为自下而上倾斜的柱状晶,孔隙率从0.05%降至0.008%,孔径分布更均匀,表面未见宏观裂纹;与此同时,显微硬度由常温样件的390.46HV0.2降至354.94HV0.2,这主要归因于在高温辅助条件下晶粒长大、晶界减少及析出相中γ相的含量相对增加。因此,整体高温辅助不仅有效抑制裂纹与大尺寸孔隙的产生,还优化微观组织均匀性,为TiAl4822合金的高致密、高性能制备提供新途径。
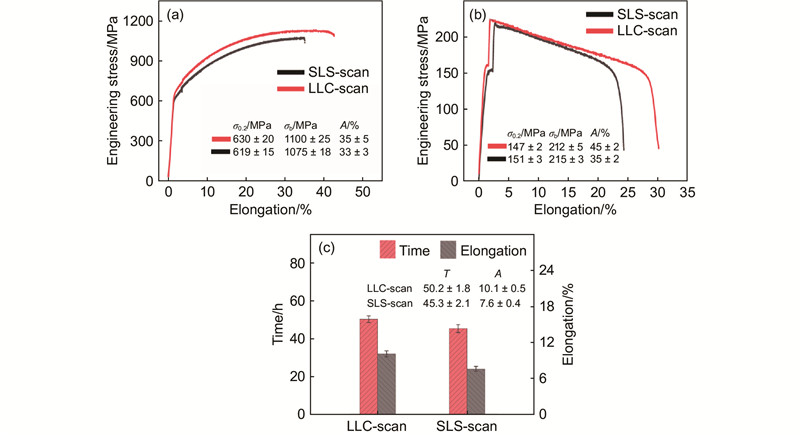
系统研究长直线与短直线扫描策略对激光选区熔化(laser powder bed fusion,LPBF)成形GH5188高温合金微观组织及力学性能的影响。金相与扫描电镜结果表明:两种扫描策略均形成由柱状晶与等轴晶共同组成的混合组织。短直线策略的熔池熔深较小,因重熔不足而中心区保留更多的小晶粒,使平均晶粒尺寸得到进一步细化(17.17 μm)。相比之下,长直线策略的热流方向更稳定,柱状晶外延生长更充分,沿构建方向形成更强的〈001〉织构,平均晶粒尺寸略大(20.86 μm)。力学性能测试表明:两种策略成形试样的室温拉伸强度与塑性差异较小;980 ℃,高温拉伸强度相当,但长直线策略试样的伸长率较短直线策略提升28.6%;927 ℃/90 MPa持久测试,长直线策略试样的断裂时间(50.2 h±1.8 h)及塑性(10.1%±0.5%)显著优于短直线策略(45.3 h±2.1 h,7.6%±0.4%)。断面微观组织分析显示,短直线策略试样的裂纹分布更加密集,且晶界处伴随明显的碳化物析出与粗化,反映出更高的晶界损伤敏感性。断口形貌进一步验证了裂纹主要沿晶界扩展的特征。相比之下,长直线策略试样的晶粒较大、晶界数量较少,因此晶界相关的损伤与裂纹扩展明显减缓。
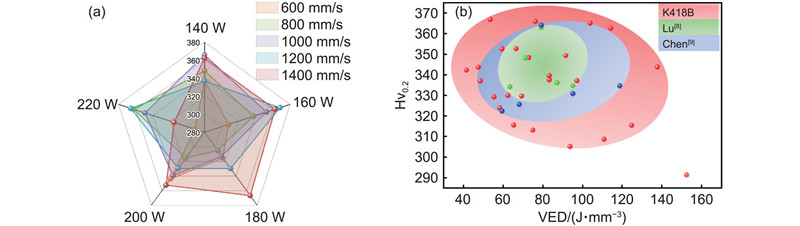
采用激光粉末床熔融(laser powder bed fusion,LPBF)技术制备K418B高温合金,利用光学显微镜、扫描电镜和硬度仪分析工艺参数激光功率(140~220 W)和扫描速度(600~1400 mm/s)对显微缺陷、致密度、微观组织及硬度的影响。结果表明,激光功率和扫描速度均显著影响样品的相对密度与缺陷分布。低能量密度易产生不规则孔洞,高能量密度则易形成球形气孔与凝固裂纹;体积能量密度(volume energy density,VED)过低或过高都会降低致密度和性能。最佳工艺参数为激光功率180 W、扫描速度1400 mm/s,在该条件下样品致密度可达99.95%以上,表面缺陷少,仅有少量凝固裂纹,显微组织呈明显熔池边界和胞状结构,维氏硬度达366.8HV0.2。微观组织观察显示,熔池边界处晶粒较粗大,内部可见细胞状柱状晶,局部连续跨越多个熔池,表现出快速凝固特征。硬度随VED先升后降,与孔隙含量及致密度变化一致。研究揭示热应力是裂纹产生的主要原因,为K418B合金LPBF成形的参数优化提供依据,对提升航空发动机关键部件制造质量具有工程应用价值。
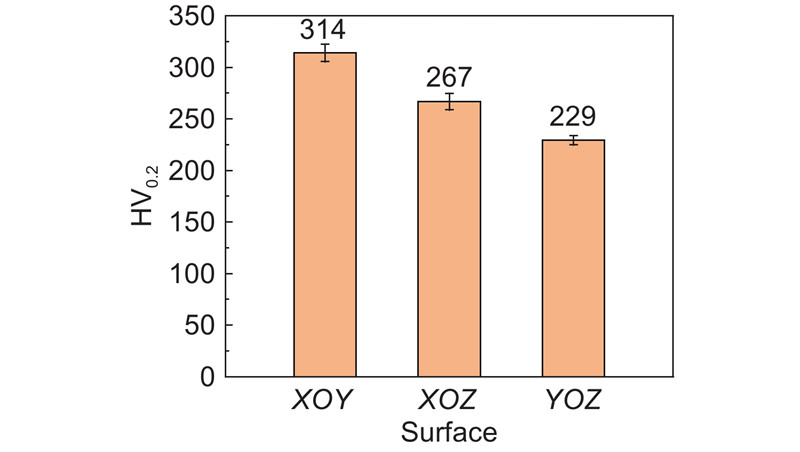
IN718合金构件在航空航天耐高温零部件中应用广泛,但传统机加工制备流程长,材料利用率低。选用激光熔丝定向能量沉积工艺制备IN718合金,分别采用X射线衍射、扫描电镜、能量散射光谱、电子背散射衍射表征合金的物相组成、微观形貌、析出相种类和晶粒特征,利用万能拉伸试验机和显微硬度计表征合金力学性能。结果表明,IN718合金组织基体为γ相,晶界或亚晶界处存在Laves析出相。不同表面组织和性能差别较大,XOY面主要为等轴晶,平均晶粒尺寸最小,XOZ面和YOZ面由等轴晶和粗大柱状晶组成,YOZ面平均晶粒尺寸最大。沿Y方向抗拉强度最高,为842.5 MPa,对应的断后伸长率为17.5%;沿X方向断后伸长率最高,为29.5%,相应的抗拉强度为818.7 MPa。XOY面、XOZ面和YOZ面硬度分别为314HV0.2、267HV0.2和229HV0.2。
将聚合物前驱体转化SiOC(Fe)陶瓷技术与光固化3D打印技术结合,成功开发出一种乙烯基二茂铁(VcFe)改性的聚合物前驱体光敏树脂。该树脂兼具较低黏度、高光敏性和良好固化强度,能够成形具有复杂几何结构和微纳特征的前驱体模型。在1000 ℃氩气气氛中裂解,获得形状完整、收缩均匀的SiOC(Fe)陶瓷部件(质量保留率为45.27%,密度为1.89 g/cm3,线收缩率为32.94%)。同时系统研究裂解过程中的物相演变规律与体积收缩规律特性,并表征陶瓷产物硬度(1000 ℃裂解后硬度达5.93 GPa)。本研究验证光固化3D打印技术结合聚合物前驱体转化陶瓷技术制备复杂结构SiOC(Fe)陶瓷的可行性,为该技术的应用提供指导。
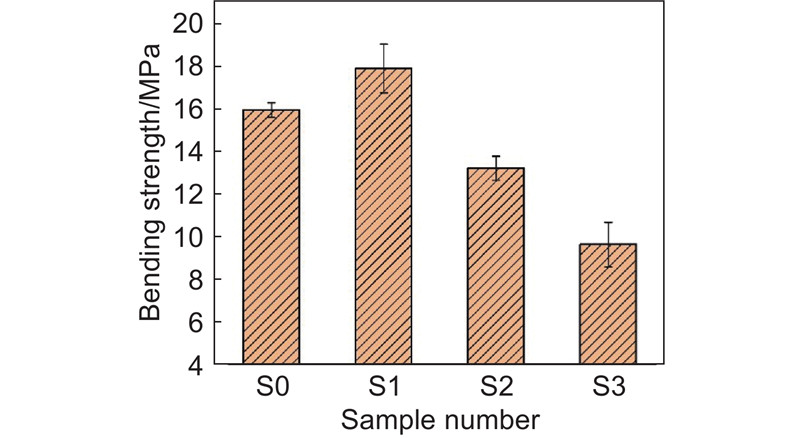
氧化硅陶瓷因其优异的介电性能与热稳定性,在天线罩材料领域具有广泛应用。然而,传统陶瓷成形工艺难以满足复杂结构构件的制备需求。为提升氧化硅陶瓷的成形质量与力学性能,本工作采用数字光处理(digital light processing,DLP)增材制造技术,系统研究不同增强相类型对氧化硅基复合陶瓷性能的影响。以氧化硅为基体,分别引入莫来石颗粒、氮化铝颗粒及氧化铝包覆颗粒作为增强相,制备多组复合陶瓷样品,并对其相组成、显微结构、体积密度及抗弯强度等性能进行表征与分析。结果表明,增强相种类显著影响氧化硅基复合陶瓷中方石英的析出行为及致密化过程。其中,以莫来石颗粒为增强相时,样品综合性能最优,其垂直与水平方向的收缩率分别为8.73%和8.66%,显气孔率为17.44%,体积密度为1.80 g/cm3,抗弯强度最高,可达17.94 MPa。
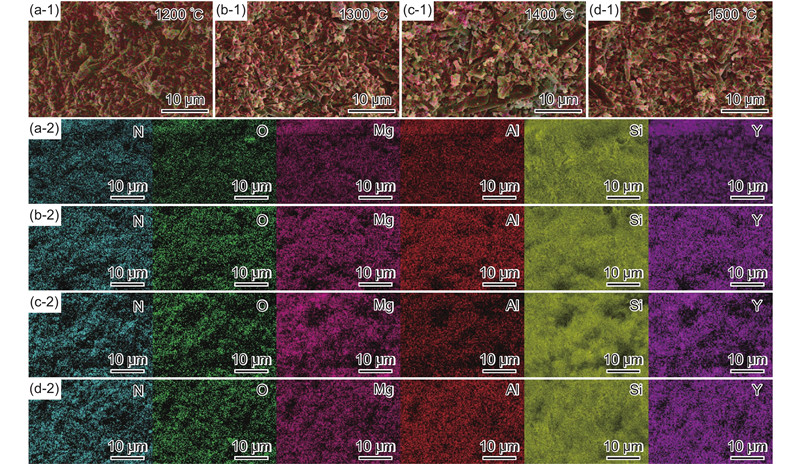
增材制造技术可为氮化硅陶瓷复杂结构制备提供新工艺。本工作研究增材制造氮化硅在1200~1500 ℃含氧气氛下连续热暴露24 h后的微观组织和抗弯强度演化规律。采用SEM、XRD、EBSD和EPMA表征形貌、相组成和元素分布。结果表明:随着热暴露温度升高,氮化硅发生α→β相转变,β-Si3N4相转变率由63.02%(体积分数,下同)增加至74.15%;晶粒尺寸同步增大,由1200 ℃时的1.33 μm增至1500 ℃的1.97 μm。抗弯强度随热暴露温度升高,呈先升后降趋势,在1200 ℃时达到峰值,为722.67 MPa,1500 ℃时最低,为242.67 MPa,较未热暴露时下降约66.00%。晶粒长大及热暴露过程中产生的孔隙、裂纹是造成氮化硅强度降低的主要原因。此外,高温氧化反应会生成强度较低的二氧化硅,同时引入尺寸误差,进一步削弱增材制造氮化硅的力学性能,导致抗弯强度在高温区间随热暴露温度升高明显降低。
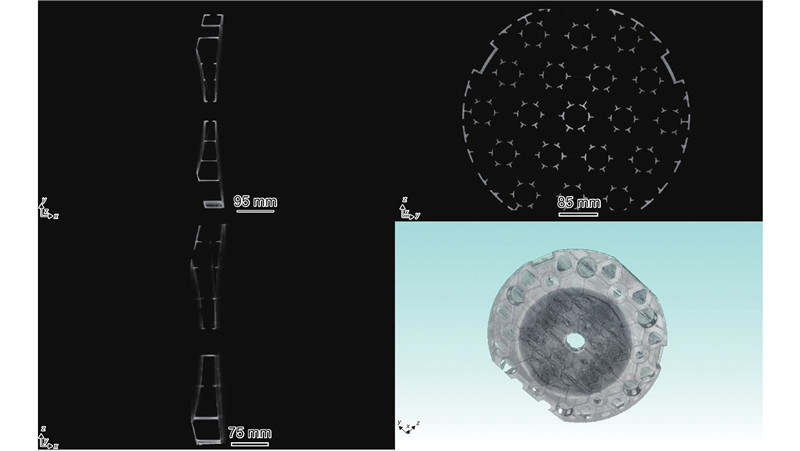
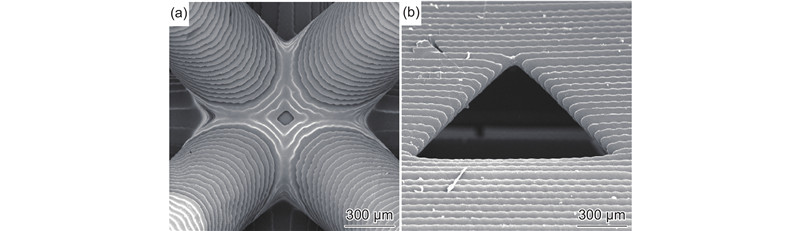
增材制造工艺解决了传统陶瓷制备工艺难以实现的复杂镂空结构的成形问题,能够实现更复杂的结构、更优异的设计,但是打印过程中缺陷难以避免。本工作以光固化增材制造的大口径碳化硅陶瓷为例,采用工业CT无损检测手段对部件出现的裂纹等宏观缺陷进行观察,分析光固化打印碳化硅陶瓷部件宏观裂纹的起始和扩展过程。结果表明,部件中的裂纹自弯角结构、结构孔等薄弱区域起始或进一步扩展,相关位置属于薄弱区域,更容易引发应力集中导致裂纹的产生;此处的打印及残粉处理应重点优化。通过结构优化、打印速率等工艺优化,尤其是薄弱区域的速度梯度优化,有利于避免裂纹等缺陷的产生。
{kind=link}