- 中国科学引文数据库(CSCD)核心期刊
- 中国核心期刊
- 文摘与引文数据库(Scopus)
- 剑桥科学文摘(CSA)
- 英国INSPEC数据库



随着信息安全、目标隐身与电磁防护等需求的升级,亟需研发高效吸波材料。本文简述吸波材料工作原理,并梳理涂覆型与结构型吸波材料研究进展,最终聚焦纤维混杂吸波复合材料的发展:纤维排列、组分调控及界面设计可协同提升电磁性能与力学性能。通过多元纤维协同设计与多尺度结构优化,纤维混杂吸波复合材料能够实现阻抗匹配与损耗机制的耦合优化,兼具宽频吸收与力学承载特性,推动吸波材料向结构与功能一体化方向发展。最后,总结通过多元纤维混杂体系拓展吸波频带的技术突破并对未来围绕纤维混杂机制深化、多尺度结构设计、环境适应性提升、多功能集成、纤维取向与入射角协同调控、高温陶瓷基吸波材料等方向开发兼具宽频吸收、轻质高强特性的新一代军民两用吸波材料进行展望。
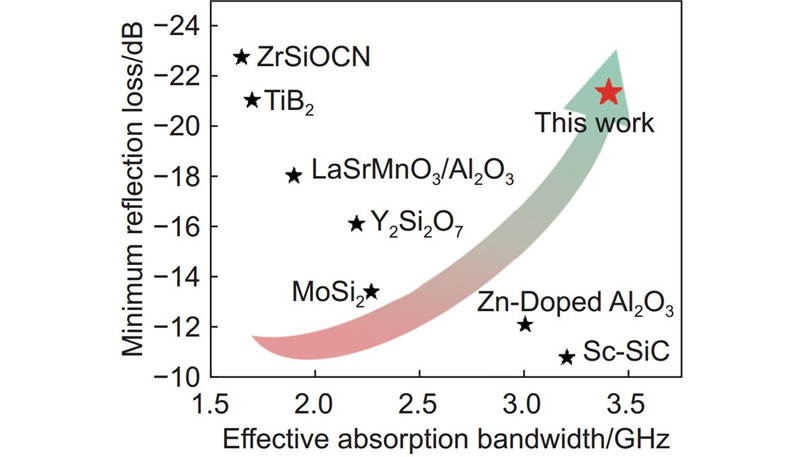
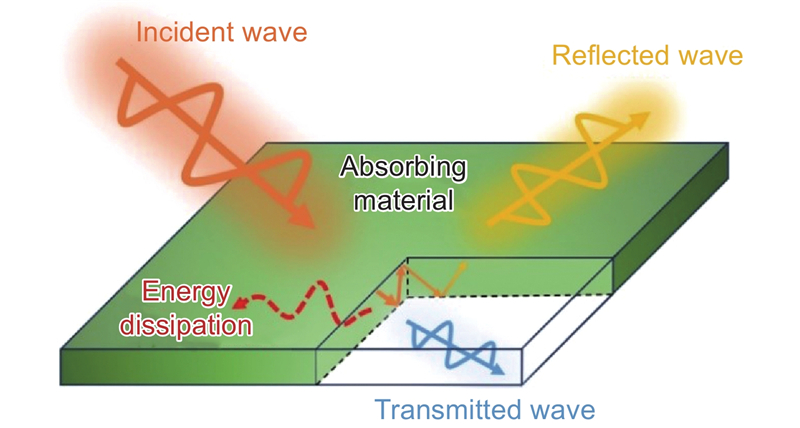
随着现代电子技术和通信技术的飞速发展,对高性能电磁波吸收材料的需求日益增长,兼具轻量化、耐高温和宽频吸收特性的材料成为研究热点。本工作提出一种基于紫外光固化超支化聚硅氮烷(UV-PSN)前驱体的陶瓷超材料制备策略,通过向陶瓷前驱体单体中引入光敏基团,结合数字光处理(DLP)3D打印技术,成功实现微观结构与宏观形貌的协同调控。制备的SiCN陶瓷超材料不仅具有高达1400 ℃的耐高温性能和可调的介电特性,还展现出优异的制造精度。此外,通过拓扑结构设计,有效提升整体SiCN陶瓷材料的阻抗匹配性能,X波段有效吸收带宽达3.4 GHz,材料整体质量较实心结构减轻了79.6%,为开发适用于极端环境的多功能电磁波吸收材料提供新的设计思路和技术途径。
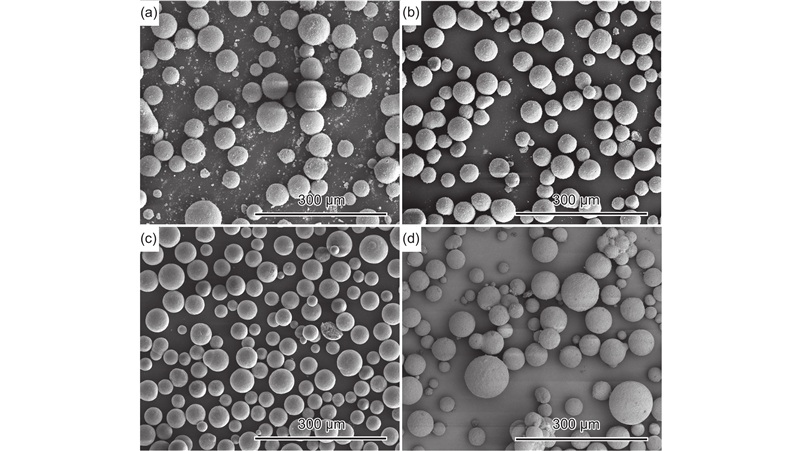
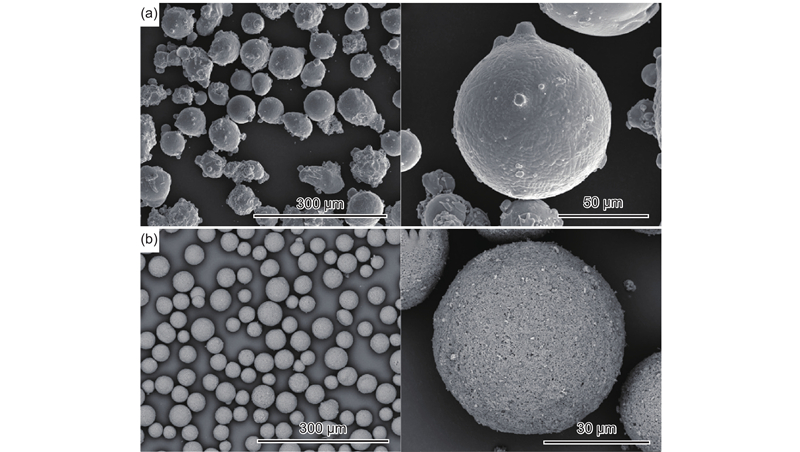
高温吸波材料对先进战机热端部件的隐身性能具有重要的影响,Al2O3和Ti3SiC2在高温吸波材料领域有着广泛的应用前景。然而,两种粉末物理混匀后流动性较差,难以直接用于等离子喷涂,故需要进行二次造粒。本工作采用喷雾造粒法对Al2O3-Ti3SiC2团聚粉末进行制备,研究浆料成分及喷雾造粒工艺参数对Al2O3-Ti3SiC2团聚粉末形貌、表面粗糙度、粒径分布等性能的影响规律。结果表明,优化浆料中的固含量及PVA含量有利于改善粉末球形度及表面粗糙度,控制喷雾盘转速可有效调控粉末的粒径分布,合理的进/出风温度会进一步改善粉末球形度。当喷雾盘转速为40 r·min−1、进风温度250 ℃、出风温度130 ℃时,获得的团聚粉末球形度好、表面粗糙度低、松装密度高、流动性优异且粒径分布集中。该方法获得的粉末可直接应用于等离子喷涂,适合批量生产,对Al2O3-Ti3SiC2高温吸波材料的研究具有重大价值。
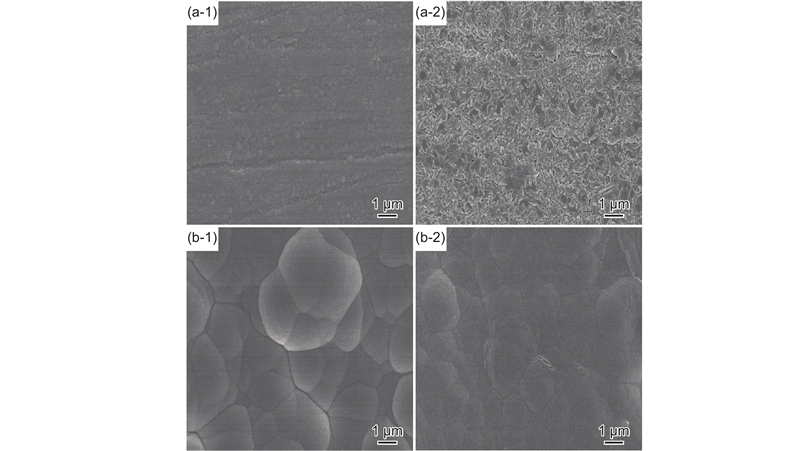
随着探测技术的飞速发展,武器装备对于具有低红外辐射特性材料需求越来越高,尤其是高温部件的红外辐射信号抑制材料。Pt金属薄膜具有超低的红外发射率,但由于金属薄膜在高温下存在与基体元素的扩散,从而造成红外发射率大幅上升,因此需要制备具有高温稳定性的阻挡层。采用磁控溅射和电子束气相沉积工艺制备Al2O3薄膜阻挡层,通过SEM、XRD研究不同工艺制备的Al2O3薄膜微观形貌、相组成,并研究不同工艺制备的Al2O3薄膜上磁控溅射镀Pt后红外发射率的变化规律。结果表明:采用电子束气相沉积工艺制备的Al2O3薄膜,具有稳定的晶体结构。表面镀覆Pt金属薄膜后,薄膜初始红外发射率为0.16,经过900 ℃、20 h高温后,红外发射率为0.172,具有良好的耐高温性能,有望应用于高温低红外发射率薄膜的阻挡层。
为深入研究喷涂工艺参数对Al2O3-SiC涂层性能的影响,采用正交实验优化喷涂工艺参数,建立“喷涂工艺-组织结构-结合强度与抗热震性能”的关联性。结果表明:喷涂功率、送粉率及喷涂距离对涂层物相组成无显著影响,但对涂层质量与结合强度调控作用显著,当喷涂功率为47 kW、送粉率30%、喷涂距离110 mm时,涂层结合强度最高(10.51 MPa),孔隙率最低(34.35%)。热震实验表明,涂层在900 ℃和1000 ℃下循环200次后未发生脱落,物相稳定;但当温度升至1100 ℃和1200 ℃时,SiC发生氧化分解,涂层内新生成Si、C、SiO2、Al6Si2O13 4种物相,导致涂层因热应力累积及热生长氧化物(thermally grown oxide,TGO)层增厚而失效。涂层失效机制主要源于陶瓷层与黏结层的热膨胀系数失配、TGO层晶粒异常粗化及内部裂纹扩展。
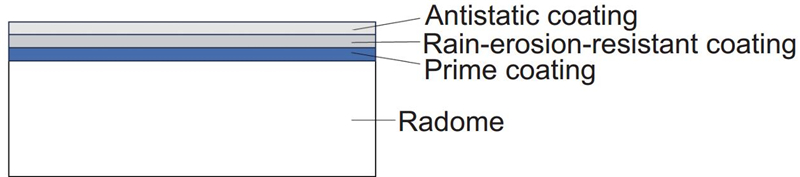
雷达是飞机的“眼睛”,也是飞机制导的重要部件,须通过雷达罩进行防护。由于雷达部件主要位于飞机头部,服役环境复杂,雷达罩材料须具备高透波、耐雨蚀抗冲击、抗静电等特性。然而,雷达罩材料主要为玻璃钢复合材料,其耐雨蚀和抗静电性能差,雨水侵蚀和静电积聚会干扰雷达信号传输,影响飞行安全。因此,采用耐雨蚀抗静电的涂层是有效的防护手段。本文重点综述飞机雷达罩涂层系统的特点和国内外研究现状,并展望涂层材料的发展和研究方向。作者根据飞机雷达罩的服役环境特点总结涂层的性能要求,并对耐雨蚀抗静电涂层系统的结构特点、防护机理及国内外研究进展进行分析。国内对飞机雷达罩涂层材料的研究起步较晚,涂层经过非弹性涂层到聚氨酯弹性涂层的迭代,又在聚氨酯树脂上进一步改性优化,提高了耐候性。而在抗静电涂层方面,还面临导电性能与介电性能的平衡以及涂层性能稳定性等难题。最后,简要分析飞机雷达罩涂层材料的发展,并建议在未来从涂层材料性能随环境因素的变化规律、涂层材料的损伤失效机制和涂层材料的多功能性兼容三个方面进行深入研究。
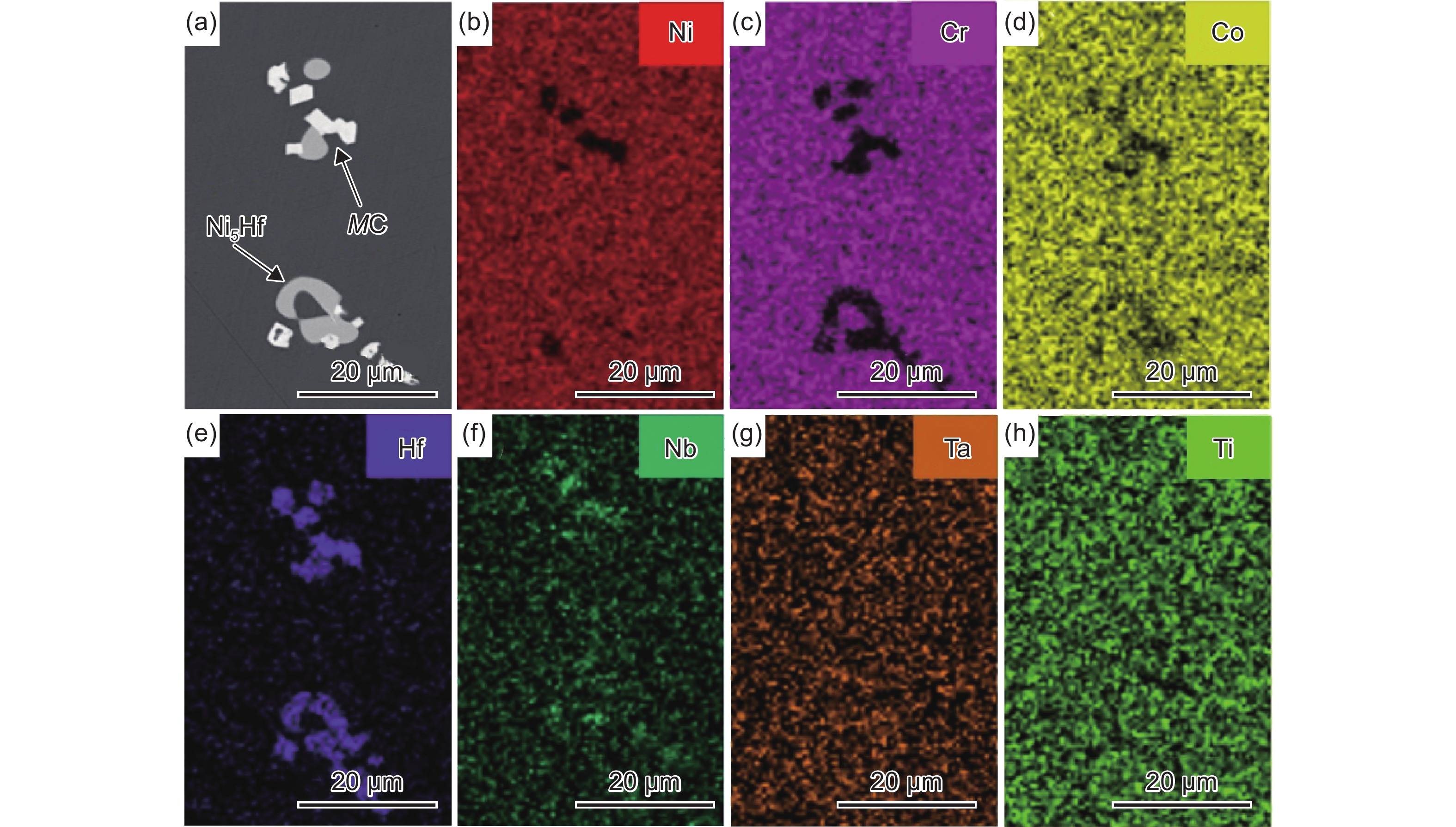
针对Hf元素合金化改善K4222铸造镍基高温合金高温力学性能,研究添加质量分数为0.72%和1.5%Hf对合金组织与高温持久性能的影响。研究结果表明,Hf元素添加增加合金中MC碳化物含量,同时也会促进(Ni5Hf+γ)共晶组织形成。热处理后,因M23C6碳化物高温溶解以及MC碳化物发生退化,造成各合金碳化物含量总体降低,且共晶组织基本消除。但是,添加1.5%Hf合金仍残余少量Ni5Hf相。同时,Hf元素添加能够极大提高合金持久寿命,与0%Hf合金相比,Hf元素添加0.72%和1.5%时,合金在899 ℃/172 MPa条件下持久寿命分别提高101.4%和211.2%。提高Hf含量一定程度降低K4222合金持久塑性,但0.72%Hf合金的塑性仍保持较好水平。进一步分析表明,Hf元素的添加能够改变碳化物形貌,提高晶界强度,减少碳化物开裂和沿晶裂纹的产生,从而提高合金高温蠕变强度。

热处理是决定粉末高温合金构件性能最重要的热工艺过程,FGH96合金是当前应用最广泛的镍基粉末高温合金。本工作研究固溶热处理后全过程风冷淬火和风冷+油冷组合淬火两种冷却方式对FGH96合金环件毛坯显微组织和力学性能的影响。结果表明:采用两种冷却方式淬火后FGH96合金环件毛坯晶粒度相当,为6.5~7级。采用全过程风冷淬火的环件毛坯二次γʹ相尺寸分布较为均匀,而风冷+油冷组合淬火的环件毛坯由于内侧冷却速率较低,因此二次γʹ相尺寸较外侧更为粗大且含量较低。淬火后期,采用全过程风冷淬火的冷却速率低于风冷+油冷组合淬火方式,晶界处析出尺寸介于二次和三次γʹ相之间的细小γʹ相,晶界强化,抗拉强度提高,断后伸长率降低,68 h高温蠕变塑性伸长率也较低。由于全过程风冷淬火时环件毛坯各处冷却速率更为均匀,因此表面残余应力较低且分布更均匀,这更有利于增强环件零件加工过程的尺寸稳定性。
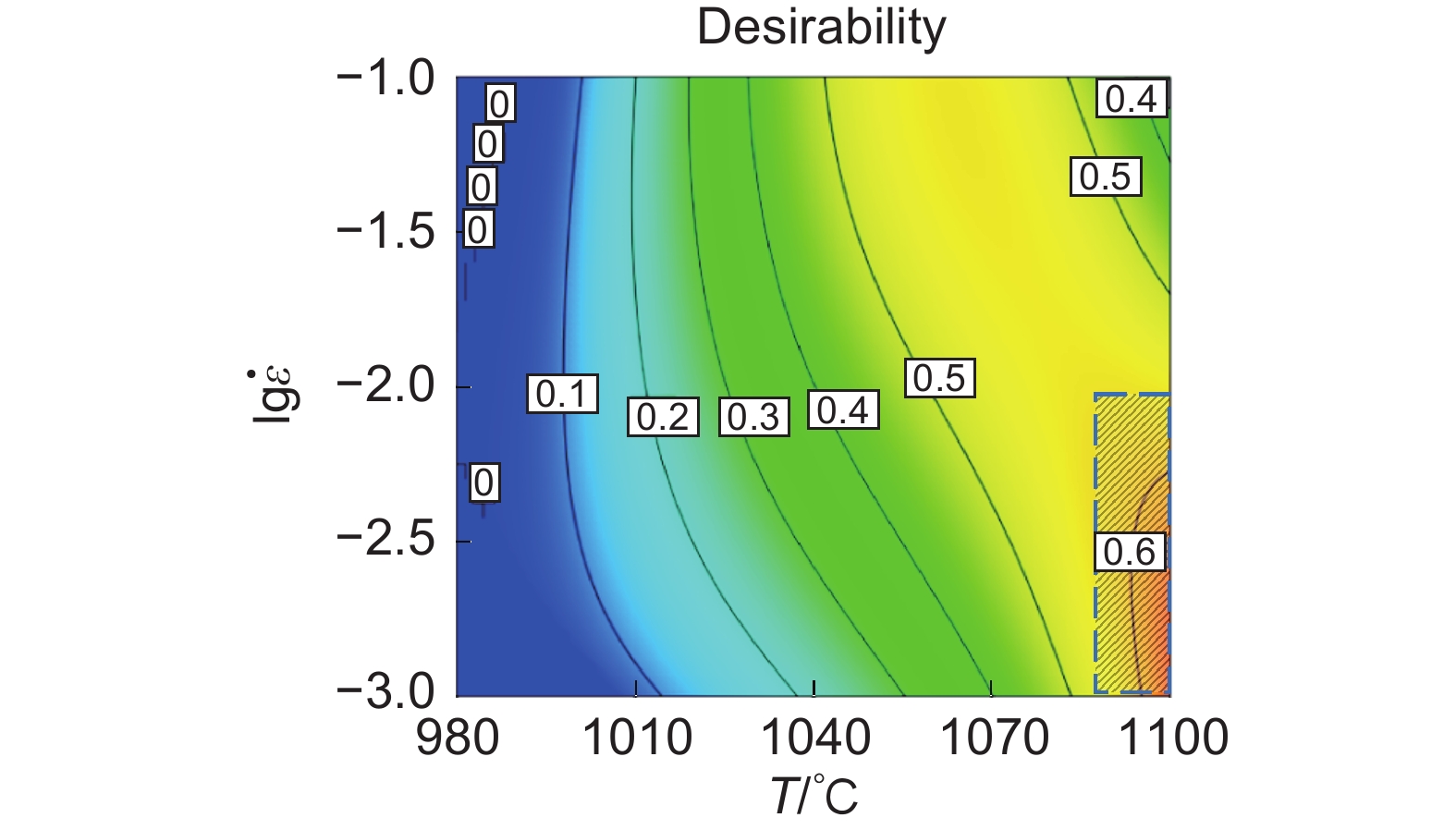
基于GH738高温合金变形温度和应变速率分别在980~1100 ℃和0.001~0.1 s−1范围的热压缩实验,计算变形激活能Q、温度补偿应变因子lnZ、功率耗散效率η和失稳因子
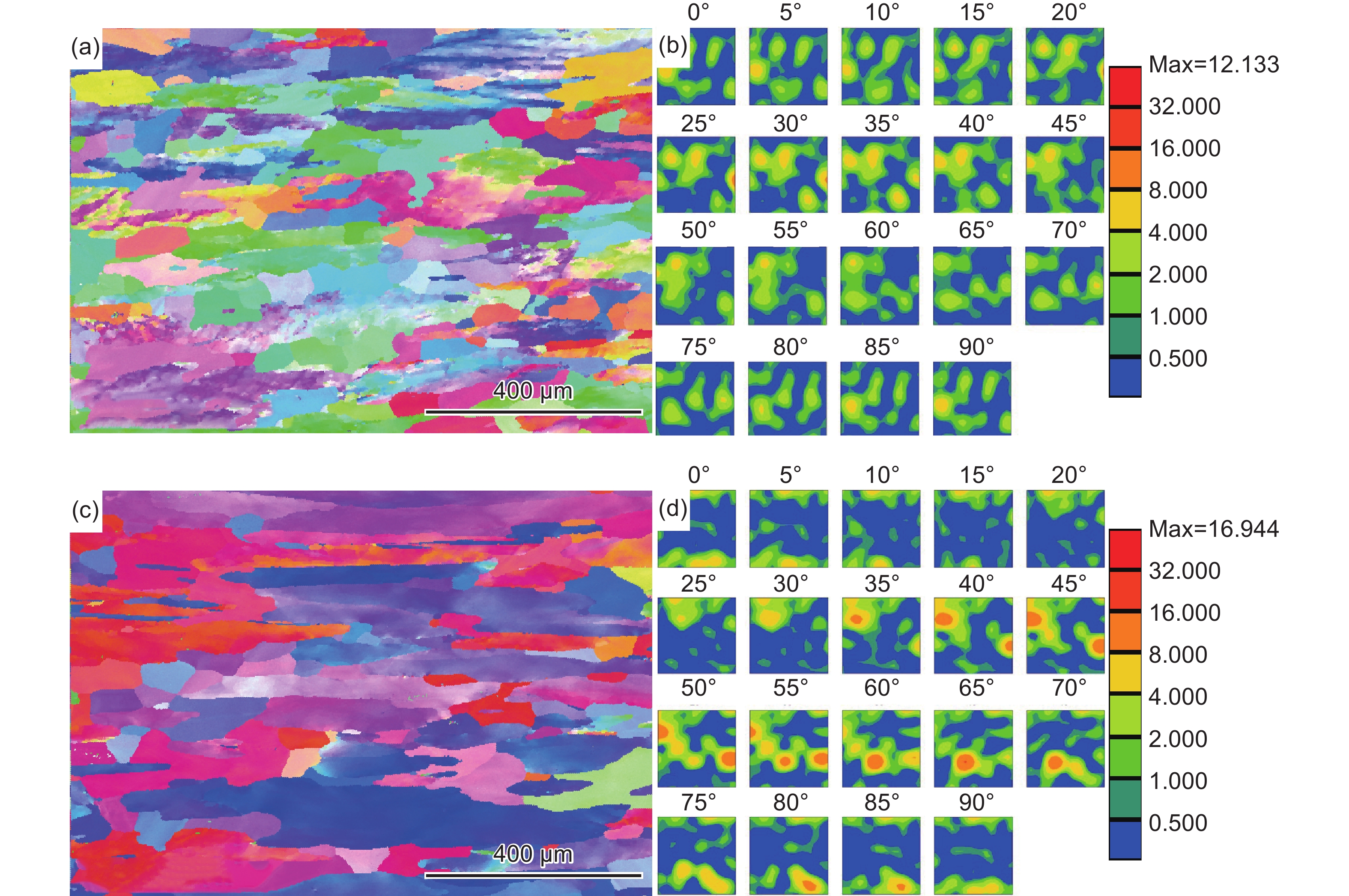
针对航空主承力结构用超厚7050-T7451铝合金板材沿厚度方向存在性能偏差的问题,采用室温拉伸和平面应变断裂韧度对δ155 mm规格7050-T7451超厚板在不同厚度层和不同方向的室温拉伸、平面应变断裂韧度等力学性能进行测试,并结合光学显微镜(OM)、扫描电镜(SEM)、电子背散射衍射(EBSD)、透射电镜(TEM)等对微观组织特征进行表征。结果表明:板材L方向不同厚度层拉伸性能相差不大, T/4厚度层LT方向抗拉强度高于T/2厚度层; T/2厚度层断裂韧度不同方向均高于T/4厚度层,其中不同厚度层L-T方向差异尤为显著。断裂韧度试样的断口形貌也存在差异,其特征由T/4厚度层的小解理断口为主转变为T/2厚度层的穿晶滑移为主。从T/4厚度层到T/2厚度层,晶粒形貌及织构类型存在较大差异,但析出相类型及分布基本一致。T/4厚度层织构类型较多且分散,晶粒尺寸较小且存在大量亚晶;T/2厚度层以再结晶的R-Brass织构{111}〈112〉为主,晶粒尺寸较大,亚晶数量较少,晶界及亚晶界上存在粗大的η析出相以及晶界无析出带,晶内存在大量η′析出相。织构类型和亚晶界数量的差异导致不同厚度层宏微观组织特征不同,从而影响裂纹前端塑性变形区及裂纹扩展路径,最终导致合金抗拉强度以及断裂韧度存在显著差异。
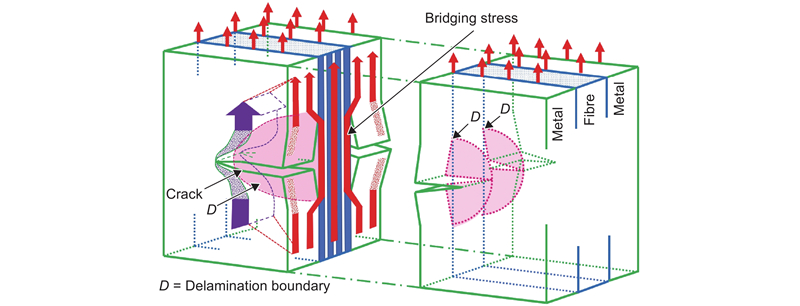
纤维增强铝锂合金层板作为新型航空材料,疲劳裂纹是引发其失效的“致命杀手”。服役过载与层叠结构联合作用导致层板发生桥接-过载交互作用,以至裂纹扩展机理复杂、表征困难。针对此问题,对纤维增强铝锂合金层板在单峰压缩过载(典型飞行载荷工况)下的疲劳裂纹扩展性能进行分析及预测。首先,根据Mini-Twist谱载荷特征,设计并开展纤维增强铝锂合金层板在恒幅和单峰压缩过载条件(不同过载比)的疲劳裂纹扩展测试。其次,在相同应力水平下,对比恒幅载荷和不同过载比单峰压缩过载下数据,分析发现当过载比达到某一值后,层板裂纹扩展速率出现明显加速扩展效应。然后,基于层板裂纹扩展速率特征,对层板等效裂纹长度的裂纹扩展模型进行改进,并结合增量塑性损伤理论考虑压缩过载对恒幅疲劳裂纹扩展速率的影响,建立纤维金属层板单峰压缩过载下疲劳裂纹扩展预测模型。最后,通过模型曲线和实验数据进行对比分析,验证了模型的有效性。
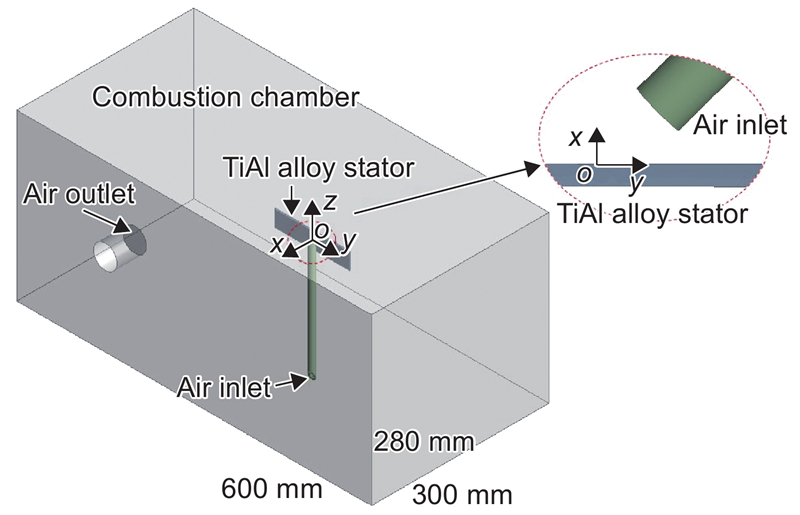
起燃温度是衡量高温钛铝合金(TiAl合金)阻燃性能的关键参数之一,然而目前准确计算TiAl合金的起燃温度仍然是一个挑战。本工作基于Frank-Kamenetskii和库仑摩擦模型,建立TiAl合金的临界起燃温度计算模型,并分析流速、摩擦接触压力和氧分压对TiAl合金临界起燃温度的影响。结果表明,当流速从140 m/s增大到340 m/s时,临界起燃温度从1699.0 K逐渐增大到1751.6 K。当摩擦接触压力从1.0 MPa增大到3.9 MPa时,临界起燃温度保持在1710.2 K,但合金发生燃烧所需的临界环境温度从1363.0 K线性降低到537.5 K。当氧分压从21.3 kPa增大到96.3 kPa时,临界起燃温度从1719.7 K降低到1665.8 K。在气流温度298 K、气流进气量为4.1 g/s的条件下,利用有限体积方法计算得到燃烧舱内试片近表面的最高流速为155.1 m/s,对应的发生起燃所需的临界氧分压的计算值与实验值分别为93.8 kPa和88.2 kPa,相对误差为6.3%。
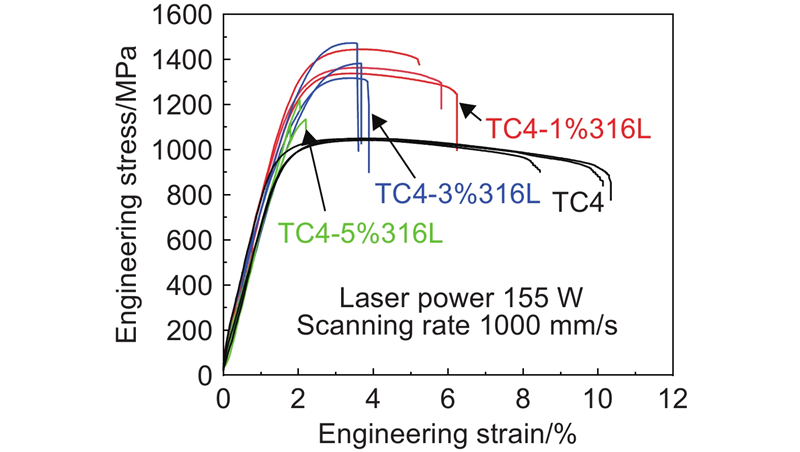
原位合金化可灵活和快速调整合金成分,在研发具有独特微观结构的新型合金方面具有优势。本工作采用激光选区熔化(SLM)技术原位合金化制备新型的TC4-x316L合金(x=1%、3%和5%,质量分数),使用金相显微镜(OM)、扫描电镜(SEM)、X射线衍射(XRD)和测试拉伸性能等方法研究316L含量和打印工艺参数(扫描速率和激光功率)对合金的显微组织及力学性能的影响。结果表明:随着316L含量的增加,合金的显微组织明显细化,马氏体α′相全部转化为β相,合金的硬度先增加后略有降低,含1%316L合金的拉伸强度最高。在激光功率为175 W,扫描速率为1000 mm/s时,TC4-1%316L合金屈服强度可达1200 MPa、抗拉强度1425 MPa、断后伸长率为6.8%,达到良好的强韧性匹配。
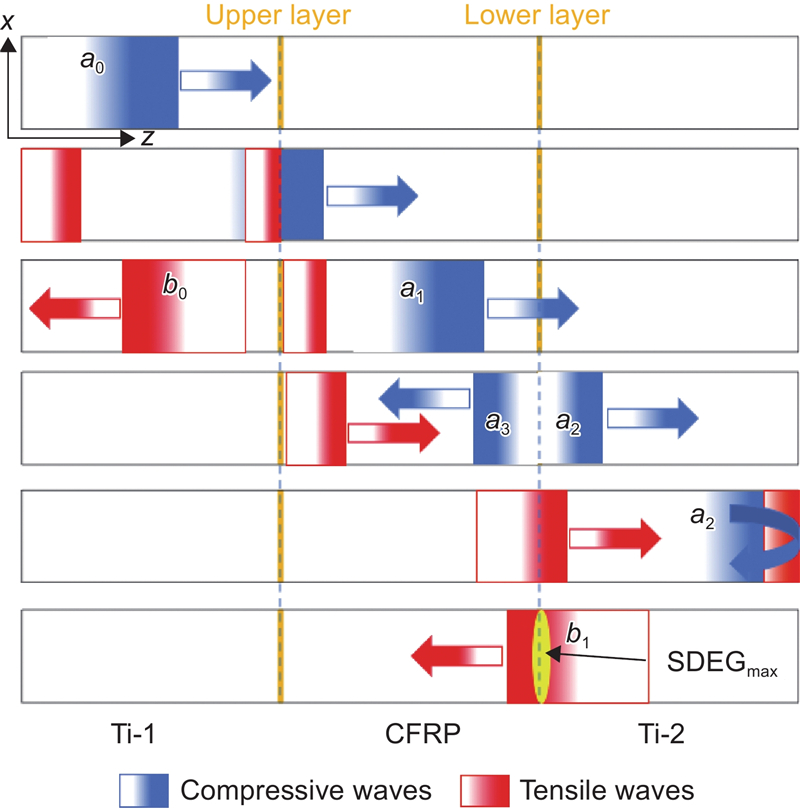
激光冲击黏附力测试可以用来评价多界面材料的界面性能和深入了解激光诱导冲击波下的界面损伤机理。本工作研究激光诱导冲击波作用下钛基碳纤维/环氧复合层板(titanium-based carbon-fiber/epoxy laminates,Ti-CF FMLs)中金属和纤维复合材料胶接界面的损伤机理。结合冲击后的截面形貌分析和界面抗拉强度测试,分析激光冲击参数对层板界面行为的影响。通过建立激光冲击层板的有限元仿真模型,确定对胶接界面损伤最大的激光光斑作用位置,并在此基础上研究试样约束方式对界面损伤的影响。结果表明:随着激光功率密度从1.2 GW/cm²增至7.2 GW/cm²,2/1 Ti-CF FMLs的界面抗拉强度由2.92 MPa降至0.11 MPa,3/2 Ti-CF FMLs则由0.138 MPa降至0.015 MPa;对于2/1 Ti-CF FMLs最大界面损伤值始终出现在未冲击侧,3/2 Ti-CF FMLs最大界面损伤值逐渐上移至第三层。当激光光斑中心距层板边界1.5 mm时,界面损伤达到峰值(0.75)。在试样背表面施加约束后,损伤程度相对于未施加约束试样显著减小。通过对Ti-CF FMLs界面损伤过程的分析发现,最大损伤的产生位置与反射卸载波和从正面向自由表面传播的入射卸载波的交会位置有关。
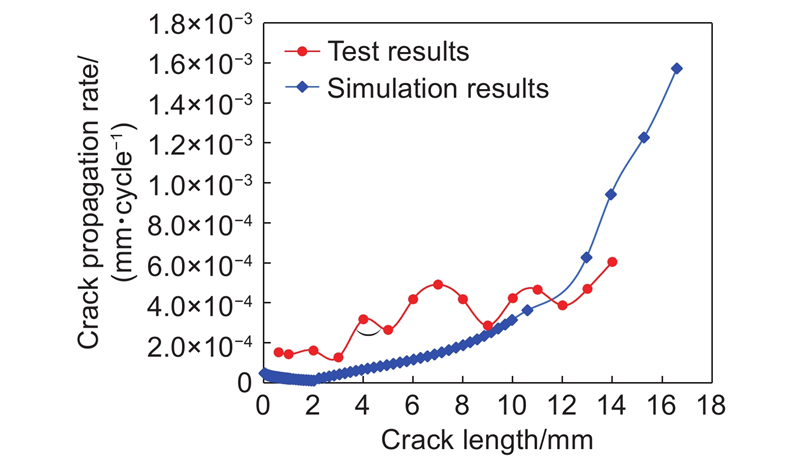
针对舵机壳体在长时间工作状态下会衍生出疲劳裂纹、影响壳体结构强度与使用寿命的问题,对舵机壳体应用基于小裂纹理论的疲劳全寿命预测方法,为其损伤容限设计和寿命预测探索新的途径。采用7050铝合金单边缺口拉伸试样开展室温下L-T向(裂纹扩展方向为纵向L,加载方向为横向T)和T-L向(裂纹扩展方向为横向T,加载方向为纵向L)的长、小裂纹扩展研究,将小裂纹和长裂纹的扩展数据拟合,获得裂纹扩展的da/dN-ΔK数据,并利用扫描电子显微镜(SEM)对试样断口表面进行微观分析,对材料初始缺陷进行定量分析。根据实际测试获得的初始裂纹尺寸和裂纹扩展的数据,基于断裂力学的三维裂纹扩展理论解析法和 ABAQUS-Franc3D软件的有限元仿真法,对舵机壳体的疲劳寿命进行预测,利用实际疲劳寿命对预测结果进行验证,实际的疲劳裂纹扩展寿命为26万次,而预测结果为21万次,预测寿命小于实测结果,符合舵机壳体安全裕度。