During the welding thermal cycle, changes in the distribution and morphology of precipitates within the heat-affected zone (HAZ) often lead to typical softening, making HAZ the weakest region of the welded joints. In this study, a novel welding strategy is proposed by integrating fiber laser welding with thermally stable Ce-containing rare earth precipitates. This approach enables the tailored regulation of precipitate structures in both the fusion zone and HAZ, simultaneously refining precipitate distribution, narrowing the HAZ width and mitigating softening, thereby enhancing the overall mechanical performance of the joint. The results reveal the formation of numerous micron- and submicron-sized precipitates within the fusion zone, which are dispersed along dendritic arm boundaries. These particles serve to effectively pin dislocations and hinder their movement during deformation, contributing to fusion zone strengthening. Meanwhile, the thermally stable rare earth precipitates in the HAZ help preserve the original precipitate structure of the alloy, maintaining the HAZ width at around 100 μm after thermal cycling and substantially reducing microstructural degradation caused by welding. Tensile testing confirms that, with Ce micro alloying and optimized laser welding parameters, the resulting joints exhibit excellent mechanical properties, achieving a lap shear strength of 74.4% relative to the base metal. These findings validate the feasibility and effectiveness of the proposed welding strategy for high-quality joining of rare earth magnesium alloys.
2.5D woven composites show great promise for aerospace applications owing to their high specific strength, high specific modulus and good delamination resistance. However, there is a dearth of research on their mechanical properties and failure behaviour at high temperature environment. This paper presents numerical simulation and experimental study on the quasi-static tensile mechanical response and failure behaviour of 2.5D woven Cf/Al composites at high temperature (400 ℃). Representative unit-cell models at the micro- and meso-scale are constructed based on the microstructure and periodic arrangement characteristics of the yarn. Based on the temperature-related material parameters of the matrix and interface, a multiscale finite element model is established to numerically analyse the thermal stress distribution as well as macroscopic and mesoscopic mechanical behaviour of the composites at high-temperature environment. The high temperature induces inhomogeneous thermal stress distribution in the composites, where the matrix and yarns are subjected to compressive and tensile stress, respectively. The experimental results show that the tensile modulus, ultimate strength and elongation of the composites are 63.7 GPa, 238 MPa and 0.72%, respectively. The numerical tensile stress-strain curve is generally consistent with the experimental results. Numerical simulation results show that the matrix and interface damage that induced by the thermal stresses accumulates and expands gradually during the tensile process. This results in the emergence of local interface debonding at the initial tensile stage. As the tensile strain increases, the composites successively experience the local failure of warp yarns and transverse cracking of weft yarns. At the final stage, the severe axial fracture of warp yarns leads to catastrophic fracture of the composite, resulting in a dramatic drop of the tensile stress curve. The fractured warp yarn exhibits a rough fracture surface with the characteristics of fibre pull-out and matrix alloy tearing.
This study systematically investigates the effects of trace Gd additions of 0.5% (mass fraction, the same hereinafter) and 1.0% on the microstructure and tensile property of ZK60 magnesium alloy. The as-cast and solution-treated microstructures of ZK60, ZVK600, and ZVK610 alloys are characterized by optical microscopy, scanning electron microscopy, energy dispersive spectroscopy, differential scanning calorimetry, and X-ray diffraction. The tensile properties of the alloy specimens are measured and analyzed via room-temperature tensile tests. The results show that the as-cast ZK60 alloy has grain size of 95 μm, with coarse blocky MgZn phases and a small number of Zn2Zr3 particles present at grain boundaries. Trace Gd addition increases the fraction of secondary phases and transforms the MgZn phase into the Mg3GdZn6 phase, but does not refine the grain size. The room-temperature tensile properties of the three as-cast alloys are relatively close. The as-cast ZVK610 alloy exhibits lower yield strength and ductility, which is associated with its relatively large grain size and increased grain-boundary secondary phases. After T41 step solution treatment, the grain of ZK60 alloy become oarse, the secondary phases are nearly eliminated, and the ductility is significantly improved. However, the yield strength decreases slightly due to grain coarsening. In contrast, a small amount of grain-boundary secondary phases remains in ZVK600 and ZVK610 alloys. T42 and T43 processes, designed with prolonged high-temperature solution time or elevated solution temperature, further reduce the secondary phase fraction in the matrix but lead to additional grain coarsening, resulting in further reduced yield strength and no obvious improvement in ductility. Therefore, T41 solution heat treatment process is recommended.
Cast aluminum alloys are widely used in aerospace, automotive and other industries due to their excellent mechanical properties. However, traditional alloy design faces challenges such as vast composition space, high costs of trial-and-error experiments and difficulty in predicting the nonlinear relationship between composition and properties. This paper proposes a machine learning model that combines backpropagation neural networks, principal component analysis, and genetic algorithms for multi-objective property prediction of cast aluminum alloys. The model establishes the relationship between alloy composition and properties through the nonlinear mapping of backpropagation neural networks, reduces dimensionality via principal component analysis, and optimizes network parameters using genetic algorithms-thereby improving prediction accuracy and training efficiency. The results show that the optimized model has mean squared error of 36.28, correlation coefficient of 0.91, and mean absolute error of 2.44. In the experimental verification of ultimate strength, yield strength, and elongation after fracture, the error between experimental values and predicted values is controlled within the range of ±5%. This high prediction accuracy demonstrates the efficiency and reliability of the proposed model.
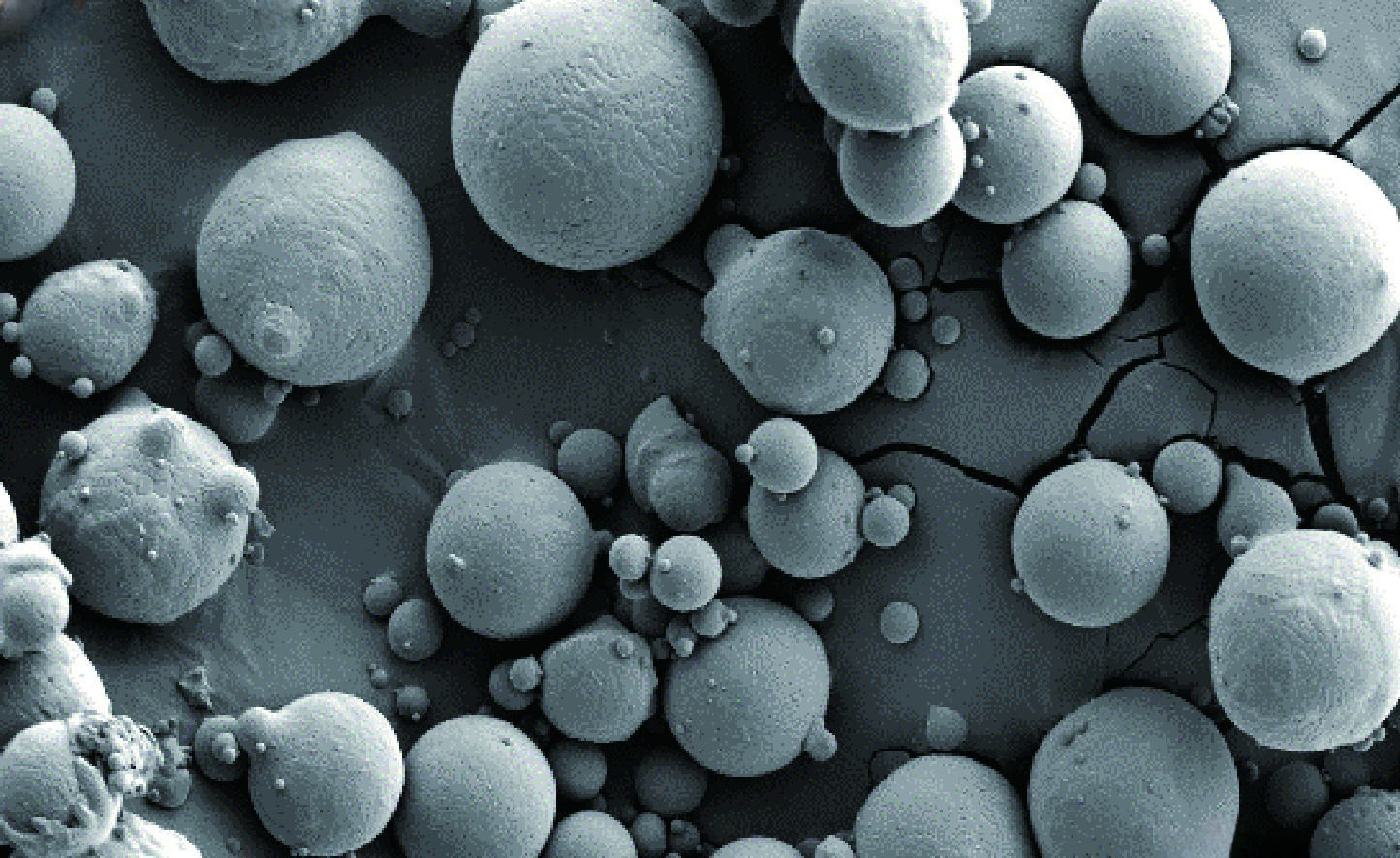
In-situ nano-Al-O reinforced aluminum matrix composites are fabricated via the powder hot extrusion method, and their distinctive microstructural attributes are examined to ascertain their impact on the room temperature tensile properties of these composites. Microstructural observations and mechanical property evaluations are conducted utilizing advanced characterization techniques, including X-ray diffraction (XRD), scanning electron microscopy (SEM), and transmission electron microscopy (TEM), alongside room temperature tensile testing. The findings reveal that numerous in-situ formed nano-Al-O structures are uniformly dispersed throughout the fine-grained aluminum matrix, with grain sizes approximately 500 nm. Some of these nanostructures exhibit strip-like morphologies, possessing an average width of 20 nm and length of 65 nm, while others display short rod-like morphologies, with an average width of 10 nm and length of 20 nm. Attributable to the reinforcing effect of the nano-Al-O structures, the room temperature yield strength and ultimate tensile strength of the aluminum matrix composites attain 402 MPa and 494 MPa, respectively, marking a significant increase of 2.90 times and 2.66 times compared to pure aluminum(103 MPa and 135 MPa, respectively). Notably, these composites maintain ductile fracture characteristics.
As a new type of aviation material, fiber/aluminum-lithium(Al-Li)laminates are significantly threatened by fatigue cracks. In other words, fatigue cracks are the “fatal killers”, which leads to their failure. The combined effect of service overload and laminated structure leads to bridging-overload interaction phenomenon, which makes the crack growth mechanism complex and performance characterize difficult. To solve this problem, the crack growth behavior in fiber/Al-Li laminates under fatigue single-peak compressive overload are analyzed and predicted, which is under typical flight loading condition. Firstly, according to the loading characteristics from Mini-Twist spectrum, fatigue crack growth tests under constant amplitude fatigue loading and single-peak compressive overload conditions with varying overload ratios are designed and conducted. Secondly, a comparison of the(a-da/dN)data under constant amplitude fatigue loading and single-peak compressive overload with different overload ratios is made, which is under the same stress level. By analyzing the data, it finds when the overload ratio is greater than a certain value, the crack growth rate of the laminate shows a significant accelerated growth effect. Thirdly, based on the characteristics of crack growth for laminates, the equivalent crack length model of crack growth is improved for laminates. By combing with the incremental plastic damage theory, crack growth rate under fatigue compressive overload is characterized. And a prediction model of fatigue crack growth for fiber/metal laminates under single-peak compressive overload is established. Finally, the effectiveness of model is validated by comparing with the experiment data.
The ignition temperature serves as a pivotal parameter for assessing the flame retardancy of high-temperature titanium aluminum alloys(TiAl alloys). Nevertheless, accurately predicting the ignition temperature of TiAl alloys remains a formidable challenge. Leveraging the Frank-Kamenetskii and Coulomb friction models, this paper develops a computational framework to determine the critical ignition temperature of TiAl alloy. It further investigates the influences of flow velocity, friction contact pressure, and oxygen partial pressure on this critical temperature. The findings reveal that as the flow velocity escalates from 140 m/s to 340 m/s, the critical ignition temperature incrementally rises from 1699.0 K to 1751.6 K. Intriguingly, while friction contact pressure increases from 1.0 MPa to 3.9 MPa, the critical ignition temperature stabilizes at 1710.2 K; however, the threshold ambient temperature necessary for alloy combustion decreases linearly, spanning from 1363.0 K to 537.5 K. Conversely, as the oxygen partial pressure climbs from 21.3 kPa to 96.3 kPa, the critical ignition temperature diminishes from 1719.7 K to 1665.8 K. Under specific conditions of an air flow temperature of 298 K and an air flow rate of 4.1 g/s, the finite volume method calculates a maximum flow velocity of 155.1 m/s near the specimen surface within the combustion chamber. Notably, the computed and experimental values for the critical oxygen partial pressure required for ignition are 93.8 kPa and 88.2 kPa, respectively, exhibiting a relative error of 6.3%.
Under prolonged operational conditions, the servo motor housing is prone to developing numerous fatigue cracks, which compromise its structural integrity and service lifespan. To address this issue, we apply a fatigue life prediction method rooted in small crack theory to the servo motor housing, while also exploring innovative approaches for damage tolerance design and life prediction. This study conducts extensive tests on the propagation of both long and small cracks in the L-T and T-L directions at room temperature, utilizing 7050 aluminum alloy single-sided notch tensile specimens. Based on the propagation data of small and long cracks, the da/dN-ΔK data of crack propagation are obtained by fitting. Scanning electron microscopy(SEM) is used to conduct microscopic analysis of the specimen’s fracture surface and to quantitatively assess the material’s initial defects. Based on the initial crack size and crack propagation data, the three-dimensional crack propagation theory analysis method based on fracture mechanics and the finite element simulation method of ABAQUS-Franc3D software are used to predict the fatigue life of the servo housing. The predicted results are evaluated using the actual fatigue life, and the predicted and experimental results are in good agreement.
The resistance welding process of 7075 aluminum alloy(7075AA) and carbon fiber reinforced polyether ether ketone(CF/PEEK) is optimized through the activation of the aluminum alloy surface and its subsequent integration with a thermoplastic layer. A microgroove network is fabricated on the aluminum alloy surface using laser treatment, which notably augmented the mechanical coupling with the polyetherimide(PEI) thermoplastic layer. In contrast, the bonding effectiveness of sandblasted and untreated samples are inferior. Surface analysis conducted via Fourier transform infrared spectroscopy(FT-IR) and X-ray photoelectron spectroscopy(XPS) reveal the formation of Al—O—Si bonds and a silane coupling film transition layer, both of which fortified the interface. In the resistance welded joints, incomplete bonding between the sandblasted/laser-etched aluminum alloy and the PEI layer lead to debonding of the thermoplastic layer, which emerge as the predominant failure mode. The single lap shear strength(LSS) of the sandblasted joint is 10.47 MPa, whereas the LSS of the laser-etched joint attains 15.35 MPa. Following silane treatment, the bonding of the PEI thermoplastic layer is markedly enhanced, resulting in an LSS of 19.03 MPa for the laser-etched and silane-treated joint—a 23.97% increase compared to simple laser etching. At this juncture, the cross-section of the joint exhibites characteristics indicative of heating element fracture, with the failure mode transitioning to interlayer fracture.
Constant-amplitude fatigue tests were conducted on overlap specimens of 7075/6061 aluminum alloy TIG fillet weldes. Subsequently, detailed finite element models were developed based on both the hot spot stress method and the critical distance method. The range of maximum principal stress variation was from these models as a fatigue evaluation index for further analysis. By combining the results of finite element stress-strain analysis with the S-N curve recommended by the International Institute of Welding (IIW), the fatigue lives of the weld joints under various loadings were estimated. Testing revealed that specimens primarily fractured at the weld toes on the 7075 side. The maximum stress-strain concentration points in the finite element model were located at the weld toe on the 7075 side, aligning closely with the actual fracture locations. By comparing the predicted fatigue lives with the actual test results, it was determined that the hot spot stress method can predict the fatigue life of TIG welds more accurately. After correcting for plate thickness, the prediction errors were within a factor of two in the low-cycle fatigue range. Both the point method and the line method within the critical distance method can predict hot spot stress, but the point method yields more precise results than the line method.
The development of supersonic aircraft has created an urgent demand for heat-resistant aluminum alloy that can serve at the temperatures range from 300 ℃ to 500 ℃. However, the high-temperature mechanical properties of heat-resistant aluminum alloys are still unable to meet practical application requirements. Therefore, further research is needed from the aspects of material composition design and microstructure control to improve the comprehensive mechanical properties of heat-resistant aluminum alloys. In this paper, the research progress of heat-resistant aluminum alloys is reviewed from the aspects of microalloying design and eutectic alloys, and the development trend of heat-resistant aluminum alloys is prospected. The article first systematically introduces the development history and research status of Al-Sc, Al-Cu, Al-Si, and Al-Mg heat-resistant aluminum alloys, focusing on the microalloying design ideas of heat-resistant aluminum alloys, as well as the effects of transition metal elements and rare earth elements on precipitation phases, microstructure, and mechanical properties. Subsequently, the development status of heat-resistant eutectic aluminum alloys in Al-Fe, Al-Ni, Al-Ce, and Al-Si systems is comprehensively summarized, with a focus on the important role of rapid solidification technology and additive manufacturing technology in promoting the development of heat-resistant eutectic aluminum alloys. Finally, the main problems faced in the development and application of new heat-resistant aluminum alloys are analyzed, and the development trends of future research on heat-resistant aluminum alloy is discussed from the perspectives of data-driven composition design, high-throughput experimental verification, engineering application research, and standard system construction.
Grain refinement plays an important role to enhance the mechanical properties of magnesium alloys. In this work, graphene-reinforced AZ91 composites were successfully prepared by pre-dispersion combined with gravity casting method. The microstructure of the GNP/AZ91 composites was characterized using OM, SEM, TEM, etc. The results show that the grain size of AZ91 alloy gradually decreases with the increase of GNP content. When 1% GNP is added, the grain size of AZ91 alloy is reduced from 415 μm to 86 μm, with the refinement efficiency of 79%. It is found and revealed through TEM observation that the refining mechanism of GNP on AZ91 alloy is mainly Al4C3 phase obtained by in-situ reaction of GNP with Al element in AZ91 melt, which can promote the heterogeneous nucleation of α-Mg grains, thus achieving significant grain refinement effect. When the GNP content is increased to 0.5%, the best mechanical properties are obtained for AZ91 alloy with the UTS, YS and EL reaching 150, 96 MPa and 2.1%, the improvement of 34%, 32% and 91% respectively compared to AZ91 alloy.
High-strength aluminum alloys have been widely used in aviation, aerospace and other industries because of their high specific strength and good machining property. Corrosion is an important factor affecting the safety and stability of high-strength aluminum alloys in service. Based on the preparation process of high-strength aluminum alloys, this paper focuses on the effect of structural evolution caused by heat treatment on the corrosion property of high-strength aluminum alloys. The corresponding relationship between the microstructure and corrosion behavior of high-strength aluminum alloys is analyzed. Research directions for improving the corrosion property of high-strength aluminum alloys are proposed. The segregation of elements and phases in high-strength aluminum alloys can easily lead to electrochemical inhomogeneity of microstructure, causing corrosion of substrate. Therefore, based on the optimization of composition, the melt casting process, deformation process and heat treatment process of high-strength aluminum alloys should be regulated to prepare the microstructure with uniform distribution of elements and second phases, and uniform electrochemical property, which is crucial for improving the corrosion property of high-strength aluminum alloys. In addition, the corrosion sensitivity of alloys is affected by the width of the precipitate free zone and the distance and distribution of the grain boundary precipitation phases of alloy. Thoroughly studying and clarifying the effect of various structures such as precipitate free zone on the corrosion behavior of alloys is the prerequisite for the preparation of high-strength aluminum alloys with high corrosion property. To balance the mechanical property and corrosion property of high-strength aluminum alloys, heat treatment methods such as aging and thermomechanical treatment should be optimized, and new composite heat treatment methods should be developed. Meanwhile, the test methods and evaluation methods for the corrosion property of high-strength aluminum alloys are discussed. In order to more efficiently and accurately evaluate the corrosion property and service safety of high-strength aluminum alloys, further research work should be carried out in the combined use of traditional evaluation methods with modern data processing technologies such as digital twin, virtual simulation and machine learning.
The as-cast microstructure of 2024 high-strength aluminum alloy has an important effect on its thermal workability and end-use performance.The effects of Cu/Mg ratio and solidification rate on as-cast microstructure were investigated by regulating the Cu and Mg content and solidification rate of 2024 alloy. The results show that with the mass ratio of Cu/Mg increases from 2.1 to 4.1, the type of second phase in the alloy is not changed. However, the content of Al2CuMg gradually decreases, while the content of Al2Cu and Al23Cu(Fe, Mn) 4 gradually increases.When the solidification rate increases from 0.2 ℃/s to 2.4 ℃/s, the grain size is obviously refined, the average grain size decreases from 293.0 μm to 77.0 μm. Moreover, the dendrites become developed, and the dendrite arm spacing decreases, and the second phase becomes smaller and distributes more homogeneous in the matrix, and the content of Al23Cu(Fe, Mn) 4 insoluble phase obviously reduces. The formation of iron-rich insoluble phase can be reduced by reducing the Cu/Mg ratio and increasing the solidification rate, so as that the machining and mechanical properties of the alloy can be improved.
A novel medium-to-high strength aluminum alloy Al-6Mg-0.7Zr was prepared by using the rapid solidification-powder metallurgy process. The mechanical properties and microstructural changes of the annealed alloy were analyzed and studied through the methods, such as room temperature tensile testing, high temperature tensile testing, SEM and TEM. The results indicate that by using the rapid solidification-powder metallurgy method, the maximum solid solubility of Zr in the Al matrix is exceeded, and the successful preparation of a 0.7% Zr(mass fraction) alloy is achieved. The Al3Zr particles precipitated during the annealing process exhibit a coherent relationship with the matrix, contributing to the strength enhancement of the alloy. The nano-scale Al3Zr particles play a significant role in improving the strength of the Al-6Mg-0.7Zr alloy. At room temperature, the tensile strength of the Al-6Mg-0.7Zr alloy reaches 445 MPa, with the yield strength of 338 MPa and the post-fracture elongation of 20.10%. In addition, Al3Zr particles remain stable at high temperatures and exhibit significant hindrance to grain boundary migration and dislocation movement, thus providing the alloy with excellent high-temperature performance within temperatures below 200 ℃. At 150 ℃, the tensile strength of Al-6Mg-0.7Zr alloy reaches 320 MPa, the yield strength is 266 MPa and the elongation after fracture is 33.37%.
SEM, EBSD and TEM techniques were used to study the effects of grain boundary precipitation characteristics and the Fe-containing second phase(Al7Cu2Fe phase) formed under different aging regimes on the intergranular corrosion properties of Al-Zn-Mg-Cu alloys. The results show that the change rate of Fe content of Al7Cu2Fe phase with large surface size of aluminum alloy specimen after aging at 120 ℃ for 24 h is the largest, while the phase change rates of Fe content of Al7Cu2Fe phase with small size in specimens aging at 120 ℃ for 60 h and 120 h are greater. With the increase of aging time, the corrosion time of surface pitting caused by Al7Cu2Fe phase in 7050 aluminum alloy specimen is shortened, and the depth of intergranular corrosion decreases, indicating that its intergranular corrosion resistance is enhanced with the increase of aging time. In addition, with the increase of aging time, the PFZ (precipitation-free zone) width of the sample increases, the number of nuclei of GBPs(grain boundary precipitation) decreases, the spacing between GBPs increases, and the grain orientation prone to intergranular corrosion is gradually concentrated.
Magnesium alloy is widely used in the aerospace field due to its low density, high specific strength, high damping and good thermal conductivity. However, its low elastic modulus limits its reliable application in large thin-walled components. Aiming at the problem to improve the modulus properties of magnesium-based materials, this paper briefly introduces the main factors affecting the modulus of the alloy, compares the advantages, disadvantages and application scope of relevant calculation models such as equal stress-strain model, rule of mixture, Halpin-Tsai model and two-phase composite model, summarizes the current situation and progress of the research on the modulus properties of magnesium-based materials, and reviews the two major ways of modulus improvement of magnesium-based materials and the mechanism of performance improvement. Based on the integrated computational material engineering, the integrated development strategy of high-strength and high-modulus magnesium-based materials for atomic-lattice scale analogy high-modulus aluminum alloy development and machine learning assisted optimization experimental design is proposed.
The damage evolution and failure process of pre-corroded additive manufacturing AlSi10Mg through in-situ tensile experiments under an optical microscope and micro-scale digital image correlation(μ-DIC) were investigates . Combining the microscopic deformation field evolution, material microstructure, three-dimensional corrosion morphology and fracture microscopic morphology to analyze the initiation and propagation of micro-cracks in pre-corroded AlSi10Mg. The results show that the stress concentration around the corrosion pits and subsurface defects(caused by the additive manufacturing process) leads to the initiation of micro-cracks. There are multiple micro-cracks initiating at the same time, and the propagation and coalescence of micro-cracks originated from the key damage regions dominate the final failure of the specimen. Material micro-structure and corrosion morphology have an important influence on crack propagation.
Ultra-high strength aluminum alloy has achieved extensive application in the nuclear, aerospace, and aviation industries because of its high specific strength and low density. The fifth generation of ultra-high strength aluminum alloy has been produced, and in comparison to the fourth generation’s 600 MPa level, its ultimate strength has been consistently redefined and increased from 650-700 MPa to 750 MPa or even 800 MPa. This paper reviews the history of the research on aluminum alloys with ultra-high strengths and introduces the current state of development both domestically and internationally. The key issues and recent research development are further explored, including computer simulation, thermal deformation, heat treatment, homogenization, melting, and casting, as well as composition design. Finally, combined with the development needs of future equipment and domestic technology status, it is pointed out that in-depth study of basic theory to solve the problem of comprehensive performance matching, the promotion and application of special materials in specific application scenarios are the development trend and important direction of ultra-high strength aluminum alloy.
With the rapid development of low-temperature fields such as deep space exploration, polar scientific research, low-temperature storage and transportation, the service conditions for low-temperature structural components are becoming increasingly stringent. Therefore, low-temperature materials have gradually become a research hotspot in the world. This article mainly summarizes the low-temperature performance and related mechanisms of common structural materials such as low-temperature steel, aluminum alloy, titanium alloy, aluminum matrix composites and resin matrix composites. The effects of different crystal structures, alloy types, alloying elements and other factors on the mechanical properties of structural materials such as low temperature strength, plasticity and toughness, and the mechanism of low temperature deformation, strengthening and toughening are concluded. The application and prospect of different grades of low-temperature structural materials in different fields at home and abroad are also briefly introduced. The future research prospect of low-temperature materials is put forward.
In order to clarify the microstructure of Al-Mg-Sc high-strength aluminum alloy prepared by ultra-high speed laser melting deposition, and study the relationship between structure and properties, Al-Mg-Sc high-strength aluminum alloy was prepared by using 7075 aluminum alloy as matrix and self-developed equipment(LDF3000-40 laser melting deposition machine). The effect of laser scanning rate on the microstructure and tensile properties of the materials was investigated. The results show that there are no obvious defects such as pores and cracks in the samples deposited by ultra-high speed laser melting, but contain a few small keyholes. The samples are composed of fine α-Al equiaxial crystals and dispersed Al3(Sc, Zr)particles. The effect of scanning rate on mechanical properties is further studied by numerical simulation. It is found that the faster scanning rate of laser in the range of 0.1-1 m/s can reduce the accumulation of powder materials and porosity of the surface of the deposition layer, thus the mechanical properties can be improved. The maximum tensile strength is 303 MPa and elongation at break is 22.5%.
The additive friction stir deposition(AFSD)experiment of 2219 aluminum alloy was conducted under the process parameters of the spindle rotational speed of 250-350 r/min and transverse speed of 50-150 mm/min, the effects of varying process parameters and multilayer thermal cycling on the macroscopic forming of deposited materials, microstructures and mechanical properties were investigated. The results show that well-formed single-pass 16-layer additive specimens can be successfully obtained under the process parameters of the spindle rotational speed of 250 r/min and the traverse speed of 100 mm/min. The grain size in the additive zone undergoes significant refinement, ranging from 4 to 6 μm, and the fine equiaxial crystal organization replaces the coarse irregular grain organization characteristic of the feed rod. The additive specimen undergoes intense dynamic recrystallization, with overall recrystallized grains above 80%, and the bottom of the specimen(the 1st Layer)is subjected to multiple thermal cycles, with recrystallized grains reaching 91.8%. The texture of the additive zone basically consists of four recrystallized textures(Cube, Copper, P and RtB), as well as S, Brass and T textures. Significant softening of the hardness and tensile strength of the additive specimens occurs. The maximum hardness of the 16th layer is 80HV, which is about 55.6% of the base material of the feed rod, the hardness of the 1st-8th layers is uniformly 60HV. The average tensile strength of Layer 9-16 and 1-8 in the LD(longitudinal direction)direction of the additive zone is 243.0 MPa and 219.3 MPa respectively, which is about 60.0% and 52.9% of the base material, the average elongation is 19.4% and 24.5%, which is about 181.1% and 229.0% of the base material respectively. The fracture modes in the LD direction of the additive specimens are all ductile fracture.
The effect of Sn addition on age-hardening and precipitation behavior of Al-Mg-Si alloy with different Mg/Si ratios was investigated by using the hardness test and TEM characterization. The results indicate that the addition of Sn increases the number density of precipitates of the peak-aged alloy with low Mg/Si ratio, but decreases the precipitation rate of β″. Hence, the hardening rate and peak aging hardness of alloy with low Mg/Si ratio decrease by the addition of Sn. During over-aging, the high precipitate densities of Sn-added alloy improve the over aging hardness of the alloy with low Mg/Si ratio. For alloy with high Mg/Si ratio, the addition of Sn not only increases the precipitate density, but also enhances the precipitation rates of β″. Therefore, the hardening rate and peak-aging hardness of alloy with high Mg/Si ratio increase by the addition of Sn.
Real-time monitoring of the axial tensile damage process of GLARE laminates with hole was carried out by combining acoustic emission(AE)technology and digital image correlation(DIC)technology. The effect of hole size on the mechanical behavior and failure mechanism was further analyzed. The peak frequency(PF)range of different damage modes was determined based on the k-means method, and the characteristics of AE parameters such as amplitude(PA), energy(E), and cumulative impact number were used to clarify the tensile failure mechanism of GLARE laminates with hole. The results show that there were mainly four damage modes during the entire tensile process of GLARE laminates, namely metal layer damage, matrix cracking, fiber debonding and interface delamination, and fiber fracture. The occurrence of the four damage modes is sequential in time. The size of the hole had a significant impact on the bearing capacity of GLARE, and as the aperture increased, the specimen changed from sudden fracture to ductile fracture at the end of the failure stage.
AZ91 alloy reinforced by carbon nanotubes coated with MgO(AZ91-MgO@CNTs) was prepared by powder metallurgy, hot extrusion and T4 treatment. The influences of MgO@CNTs content and load on the friction and wear property, surface wear morphology and debris topography of AZ91-MgO@CNTs composites were investigated under the dry sliding friction. The results show that MgO@CNTs can improve the wear properties of AZ91-MgO@CNTs. With increasing the content of MgO@CNTs, the strengthening effect of the wear properties of the composite increases and then decreases. Compared with AZ91-CNTs, AZ91-MgO@CNTs has smaller friction coefficient and lower abrasion loss, indicating that the MgO@CNTs is better than CNTs to improve the wear properties of AZ91 alloy. The main wear mechanism of AZ91-MgO@CNTs is abrasive wear under the load of 10 N. When the load is 50 N, there are three wear mechanisms appeared: abrasive wear, oxidation wear and adhesive wear.
The differences in the microstructure, grain orientation, texture type, aging nano precipitate phase distribution and mechanical properties of 160 mm 7050-T7651 aluminum alloy extra-thick plate at different thickness positions were studied by means of metallographic microscope, scanning electron microscope, transmission electron microscope and mechanical tensile test. The results show that from the surface to the center of the plate, the content of the second phase particles in the microstructure decreases, but the size increases; The surface layer of the plate is mainly composed of small angle grain boundaries. The proportion of small angle grain boundaries ranges from 79% to 85%, while the proportion of small angle grain boundaries in the center of the plate is about 58%, which is a decrease of 26.6% to 31.8% compared to the proportion of small angle grain boundaries on the surface layer of the plate; The surface layer of the plate is mainly characterized by {001}<110>shear texture, accounting for 3.64%. As the thickness increases, the content of deformation texture components gradually increases. The mechanical properties of the plate in the thickness direction show a trend of first decreasing and then increasing along the thickness surface-center-surface direction, and the optimal positions for mechanical properties are all located at the surface of the plate.
In order to improve the corrosion resistance of AZ91D magnesium alloy, micro-arc oxidation coatings with different ZrO2 nanoparticle contents were prepared by unipolar pulse power supply, and the effect of nano ZrO2 particles on the corrosion resistance of AZ91D magnesium alloy micro-arc oxidation coatings was studied. Scanning electron microscope was used to observe the surface and cross-sectional morphology of the composite films, meanwhile, X-ray diffractometer was used to analyze the phase composition of films with different contents of ZrO2 nanoparticles. The prepared samples were then tested for electrochemical corrosion performance. The results show that when the content of 1 g/L ZrO2 particles is added to the electrolyte, the nano ZrO2 particles can penetrate into the micro-arc oxidation film layer to close the original defects such as micropores and microcracks, and the surface quality of the film layer is good. When the content of ZrO2 particles in the coating layer is increased from 2 g/L to 3 g/L, the crack formation of the coating layer is obviously enhanced, which makes it easier for the corrosive medium to enter the coating layer, so that corrosion is more likely to occur, and the corrosion resistance performance decreases. Therefore, when the content of nano-ZrO2 particles added to the electrolyte is in the range of 1-3 g/L, the corrosion resistance of the micro-arc oxidation film layer with 1 g/L ZrO2 nanoparticles is the best.
Graphene has become one of the ideal reinforcers for aluminum matrix composites due to its unique structural characteristics and excellent properties. This paper mainly introduces the preparation technology of three categories of graphene-reinforced aluminum matrix composites, including the liquid forming method, powder forming method and composite processing technology, and so on. Base on analyzing the principle of different types of preparation technology, combined with four strengthening mechanisms of graphene-reinforced aluminum matrix composites, the development trend of graphene reinforced aluminum matrix composites is prospected, including the basic theoretical research, the breakthrough of preparation technology and large-scale industrial application of composites.
Wire arc additive manufacturing (WAAM) is an additive manufacturing technology with high deposition rate that produces a variety of high-performance metal structures layer by layer stacking. The research on WAAM technology of large and medium complex aluminum alloy and titanium alloy for aviation equipments has been widely concerned. In this paper, the WAAM technical definition, classification, forming system and principle are discussed. The recent research progress in the microstructure properties, metallurgical defects, quality improvement and technical application of typical components of aluminum alloy and titanium alloy formed by WAAM in aerospace field both at home and abroad is reviewed. The key common problems in the WAAM forming large and medium complex components of aviation equipments are analyzed, and the 2035 WAAM forming technology route planning map is proposed. In 2035, the "shape control" and "property control" technology of WAAM aluminum alloy and titanium alloy component is to be mastered; the large and medium complex structure components of aluminum alloy and titanium alloy which formed by WAAM are achieved comprehensive application in aviation equipment.