- 中国科学引文数据库(CSCD)核心期刊
- 中国核心期刊
- 文摘与引文数据库(Scopus)
- 剑桥科学文摘(CSA)
- 英国INSPEC数据库



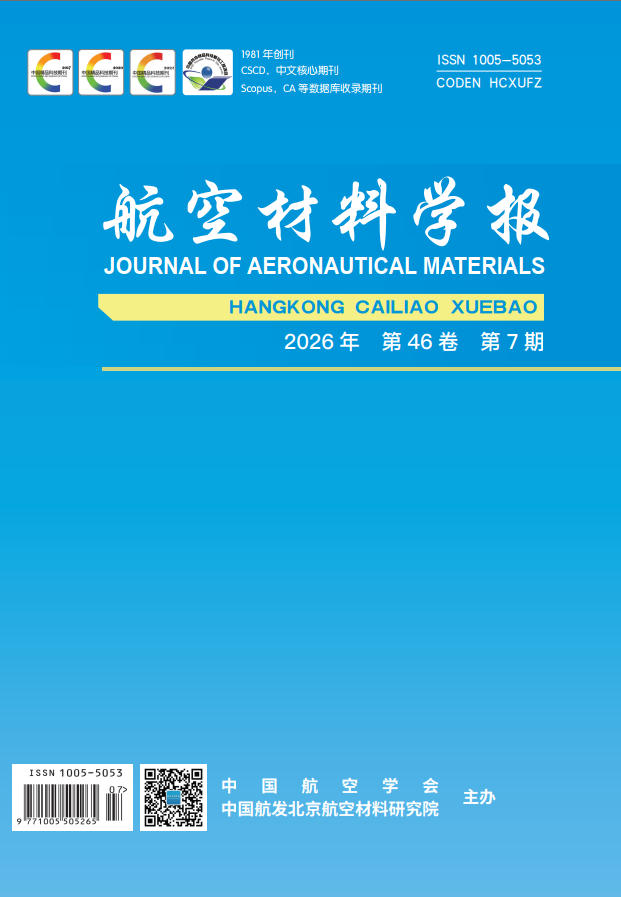
Wire arc additive manufacturing (WAAM) has received wide attention because of its high deposition efficiency, reduced material waste and low equipment cost. However, WAAM process often generates defects due to its intrinsic characteristics. The integration of additive manufacturing and surface strengthening techniques is an effective solution. To control the non-uniform microstructures, internal defects and residual stresses in the components, achieving three-dimensional strengthening by surface enhancement layer by layer during the additive manufacturing process. This paper reviews the recent research status of hybrid manufacturing processes involving WAAM and surface enhancement techniques, with focus on the potential of laser shock peening, a non-contact surface strengthening process, within these hybrid manufacturing processes. Finally, the paper discusses the challenges and future trends of composite manufacturing processes from the perspective of theoretical development, equipment innovation and online control.
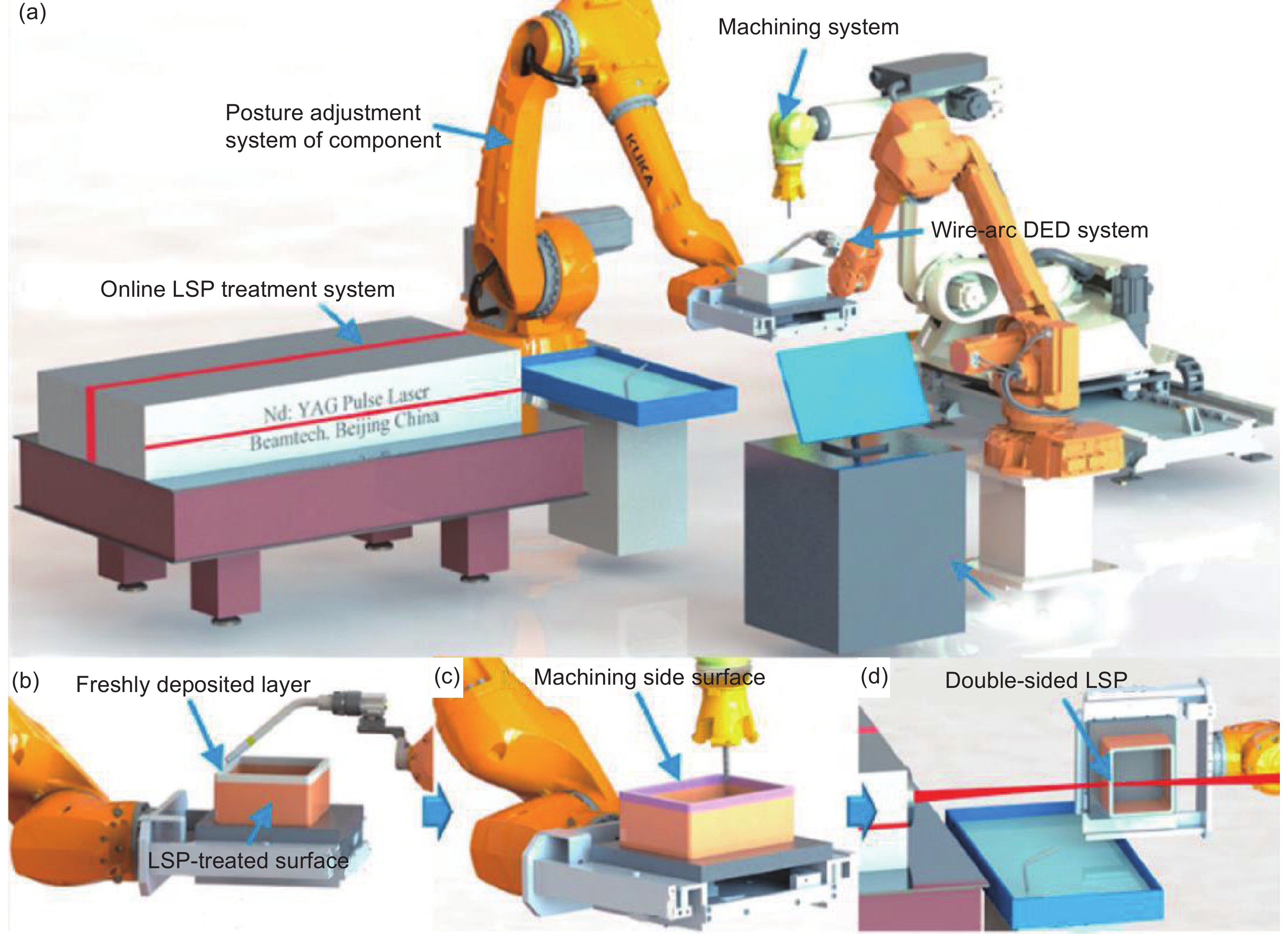
The bird strike resistance of aircraft windshields is a critical evaluation index in the structural strength design of aircraft. With the continuous iteration and innovation of numerical simulation methods, this technology has been extensively applied in the bird strike resistance design of aircraft windshields. A comprehensive review of recent research achievements in numerical simulations of bird strikes on aircraft windshields based on emerging theories and methodologies is presented in this paper. The geometric modeling and mechanical behavior of bird bodies, as well as the advantages, disadvantages and practical applications of various numerical analysis methods are introduced as the general investigations. In another category of research, the dynamic mechanical properties of aircraft windshield materials, as well as the investigation of dynamic responses, failure modes and other associated mechanical behaviors of flat panel structures and full-scale windshields under high strain rate conditions are summarized. Specifically, with respect to the research findings on the dynamic properties and failure behaviors of aircraft windshield materials and structures, a progressive elaboration is presented from the material level, component level to the full-scale structural level based on the concept of the building block approach. However, bottlenecks are still encountered in current research, such as the unclear coupling mechanisms of multiscale mechanical behaviors, the challenge of balancing high simulation accuracy with efficiency, and the heavy reliance on experience-based trial and error in model construction and optimization. Therefore, key directions for future research are also proposed in this paper, including multiscale numerical simulation techniques that integrate macrostructural responses with microscale damage mechanisms, standardization of meshless methods and popularization of advanced technologies, and application of machine learning methods in mitigating bird strike risks on windshields.
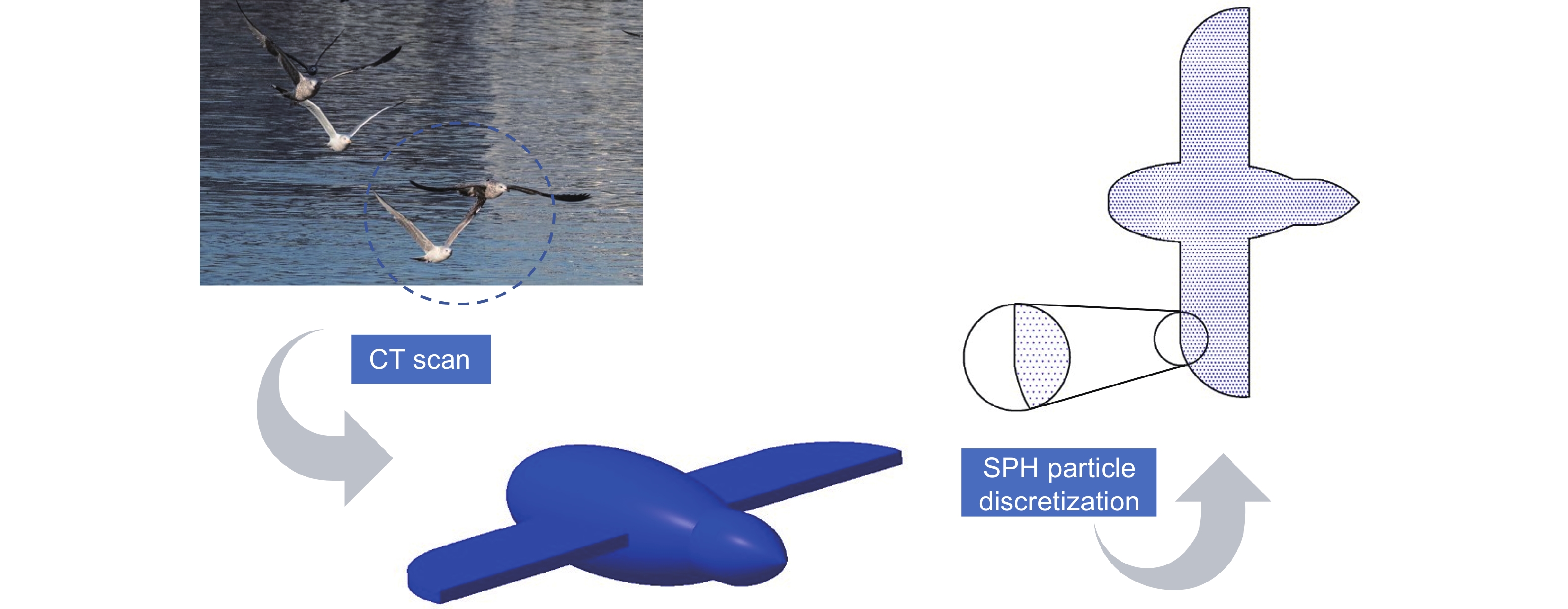
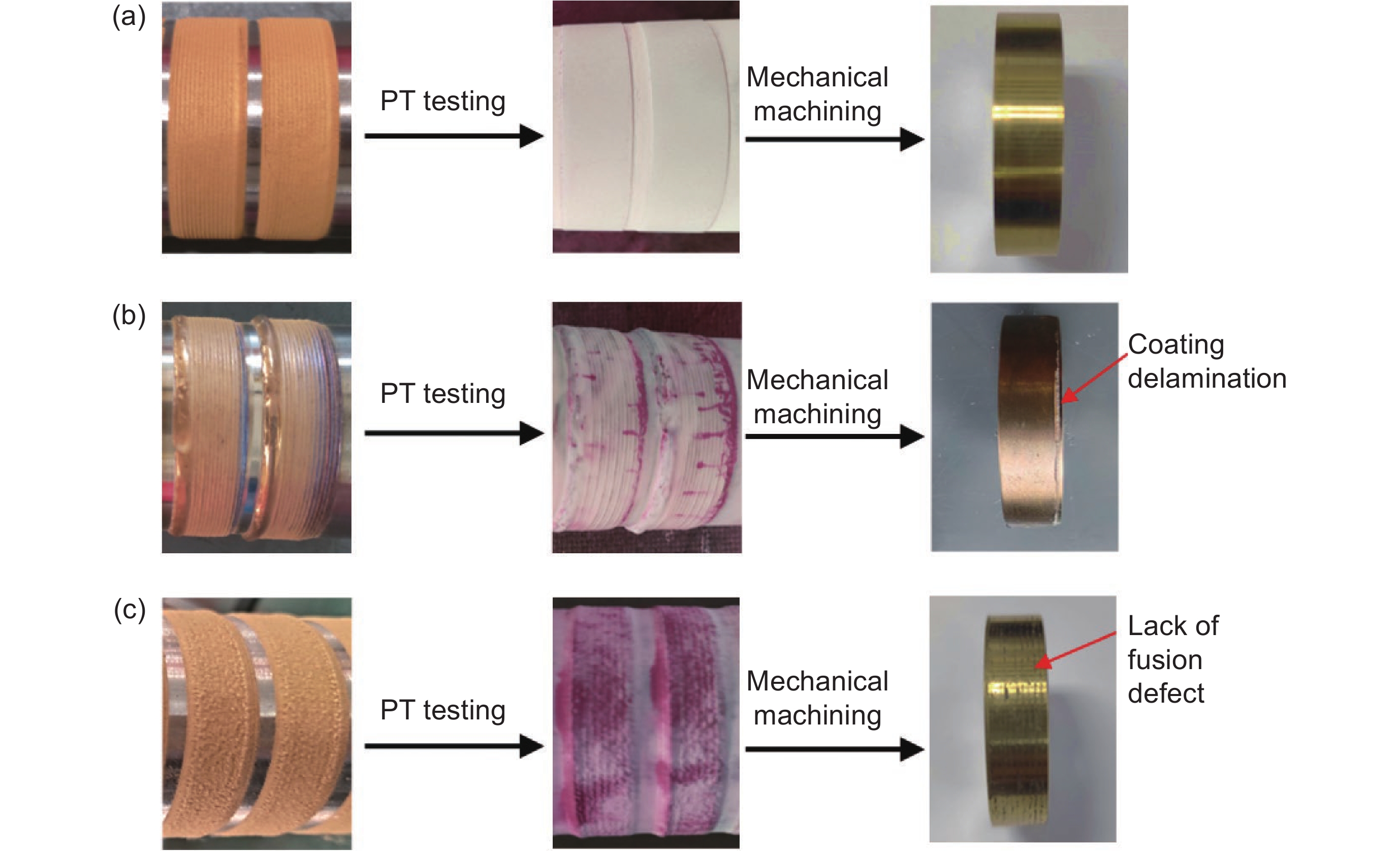
Single crystal diamond (SCD) possesses excellent mechanical, thermal, photoelectric properties and thus has important application values in aerospace, optoelectronics, high-power electronic devices and quantum technology. Microwave plasma chemical vapor deposition (MPCVD) is the mainstream technique for synthesizing high-quality single crystal diamond. Nevertheless, it is restricted by seed crystal size, as well as the problems of stress accumulation, defect propagation and deteriorated growth during large-area growth, which makes it difficult to realize the large-scale fabrication of inch-sized high-quality single crystal diamond. The mosaic splicing method achieves interfacial fusion via lateral epitaxial growth of multiple seeds, effectively breaking the size limitation of a single seed crystal and offering a new technical route for the preparation of large-size single crystal diamond. This paper reviews the research progress of preparing large-size and high-quality single crystal diamond by the mosaic splicing method in recent years. It mainly analyzes the formation mechanism of defects and the evolution law of stress at splicing interfaces, as well as the influence of step flow regulation on interfacial bonding quality. Key technologies including equipment optimization, seed pretreatment, interfacial regulation and growth parameter optimization are summarized. On this basis, future research priorities are proposed: developing technologies for high-precision crystal orientation matching and atomic-level interfacial reconstruction, exploring low-damage and reusable lift-off processes, establishing the synergistic regulation mechanism of temperature field, flow field and plasma field during large-area growth, and constructing in-situ monitoring and multi-scale characterization techniques. The above research aims to reduce the defect density at splicing interfaces, precisely control residual stress and improve growth uniformity, so as to provide theoretical basis and technical support for the industrial production of inch-sized high-quality single crystal diamond wafers.
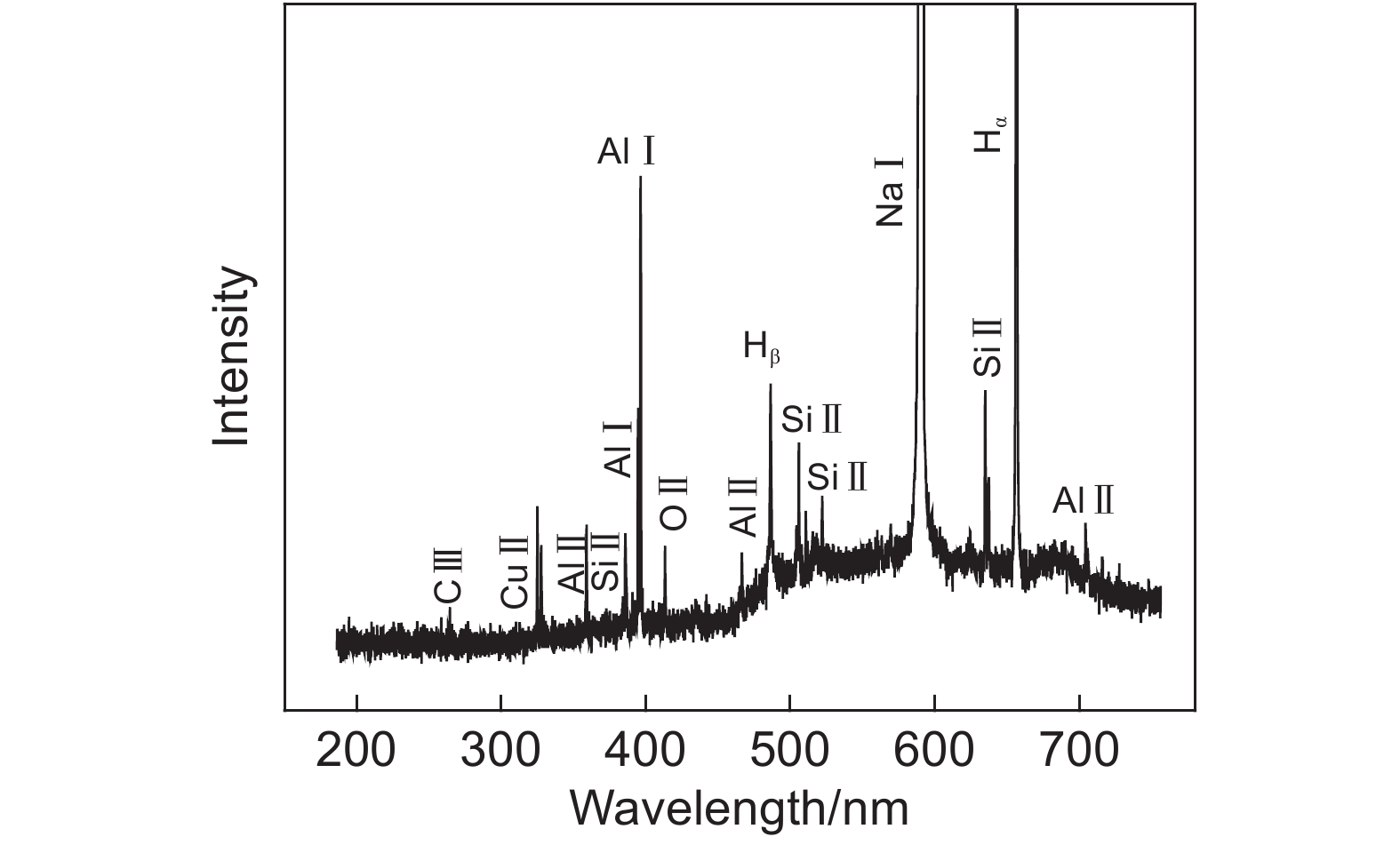
The 15SiCP/2009 aluminum matrix composite is treated by microarc oxidation in silicate electrolyte. Optical emission spectra (OES) in microarc discharge process at different positive voltages are collected by optical fiber spectrometer, and their plasma parameter characteristics at different oxidation time are evaluated. The morphology, composition and phase constituent of oxide films are analyzed by scanning electron microscopy (SEM) with energy dispersive spectroscopy (EDS), glow discharge optical emission spectroscopy (GDOES) and X-ray diffraction (XRD), and the growth model of oxide film is proposed. Al, Cu, Si, C elements from the composite matrix and H, O, Na, Si elements from the electrolyte participate in the microarc discharge process. The plasma temperature in the microarc discharge channels reaches 5000-10000 K, and the electron density is in range of 4.0×1021-1.0×1022 m−3, which is a localized thermal equilibrium state. As the applied voltage increases, the discharge sparks are enhanced, meanwhile the electron temperature and density increase. The SiC reinforcement particles hinder the growth of oxide film, but the simultaneous high temperature in the discharge channels results in the oxidation of reinforcement particles and the size of these particles gradually decreases. And the high temperature in the discharge channels also enhances the formation of α-Al2O3, γ-Al2O3 and mullite phases in oxide films.
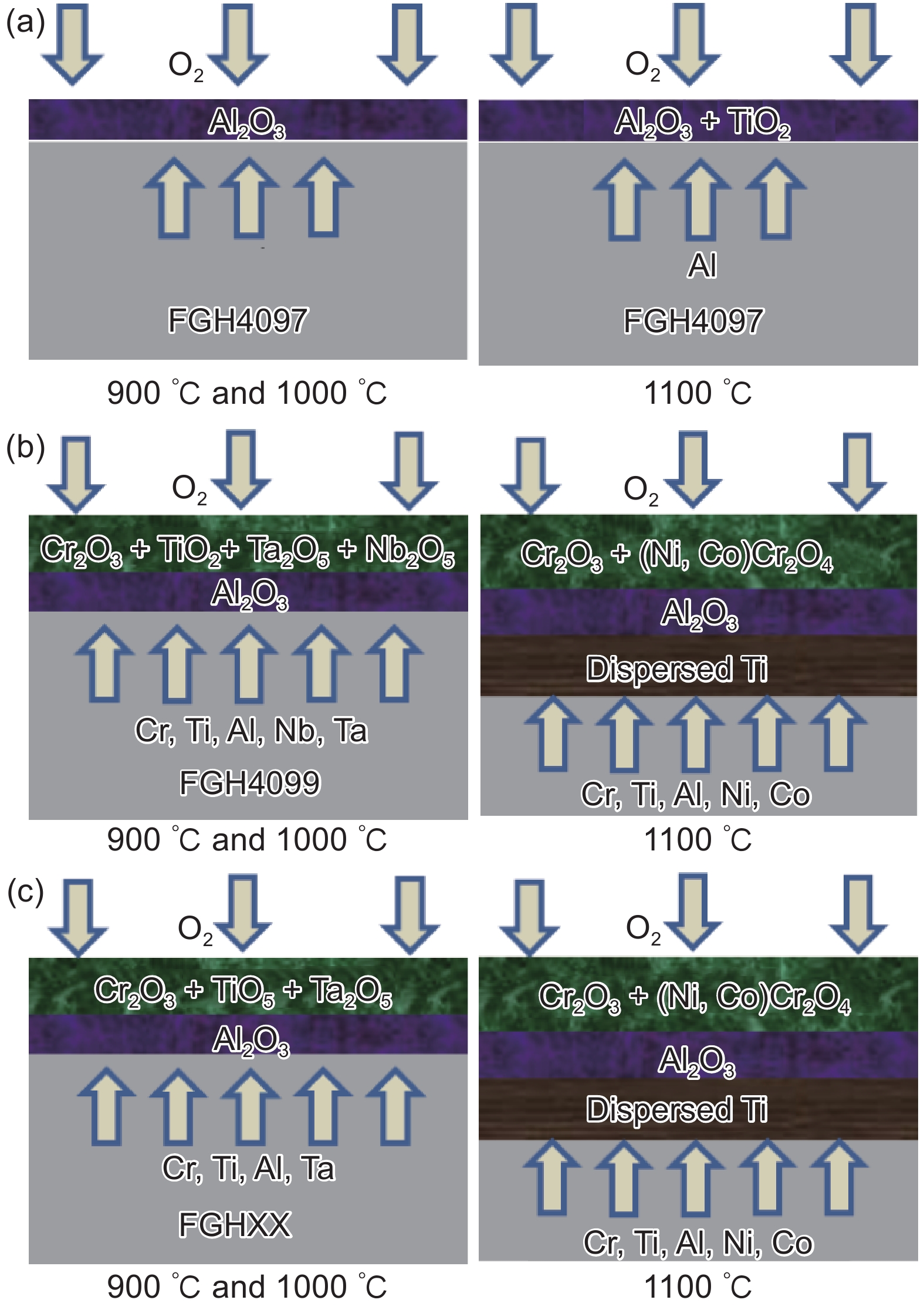
The oxidation resistance of FGH4097, FGH4099, and a new Ni-based powder metallurgy (PM) superalloy FGHXX at 750-1100 ℃ is investigated by isothermal oxidation tests on the basis of FGH4095 and FGH4096 superalloys. Results show that the oxide layer of FGH4097 superalloy, mainly consist of Al2O3, become denser modestly with temperature rising without internal oxidation. Even after heating at 1100 ℃ for 200 h, the oxide layer is approximately only 10 μm. While the thickness of FGH4099 and FGHXX increase with temperature rising, but decrease at 1100 ℃ because of the oxide layer spallation. The surface of FGH4099 and FGHXX become layered above 900 ℃, which the inner side of both superalloys is Al2O3, and the outer side of FGH4099 superalloy is mainly Cr2O3, TiO2, Ta2O5, and Nb2O5, and that of FGHXX is mainly Cr2O3, TiO2, and Ta2O5 at 900 ℃ and 1000 ℃. While the outer side of both superalloys is comprised of (Ni, Co)Cr2O4 and Cr2O3 at 1100 ℃. The difference of oxide layer constitution and morphology comes from Al content discrepancy in five Ni-based PM superalloys. Therefore, the oxidation resistance from highest to lowest of the above five Ni-based PM superalloys is FGH4097>FGHXX≈FGH4099>FGH4095>FGH4096, which lays the theoretical and practical foundation to the material selection of components such as aero-engine turbine discs.
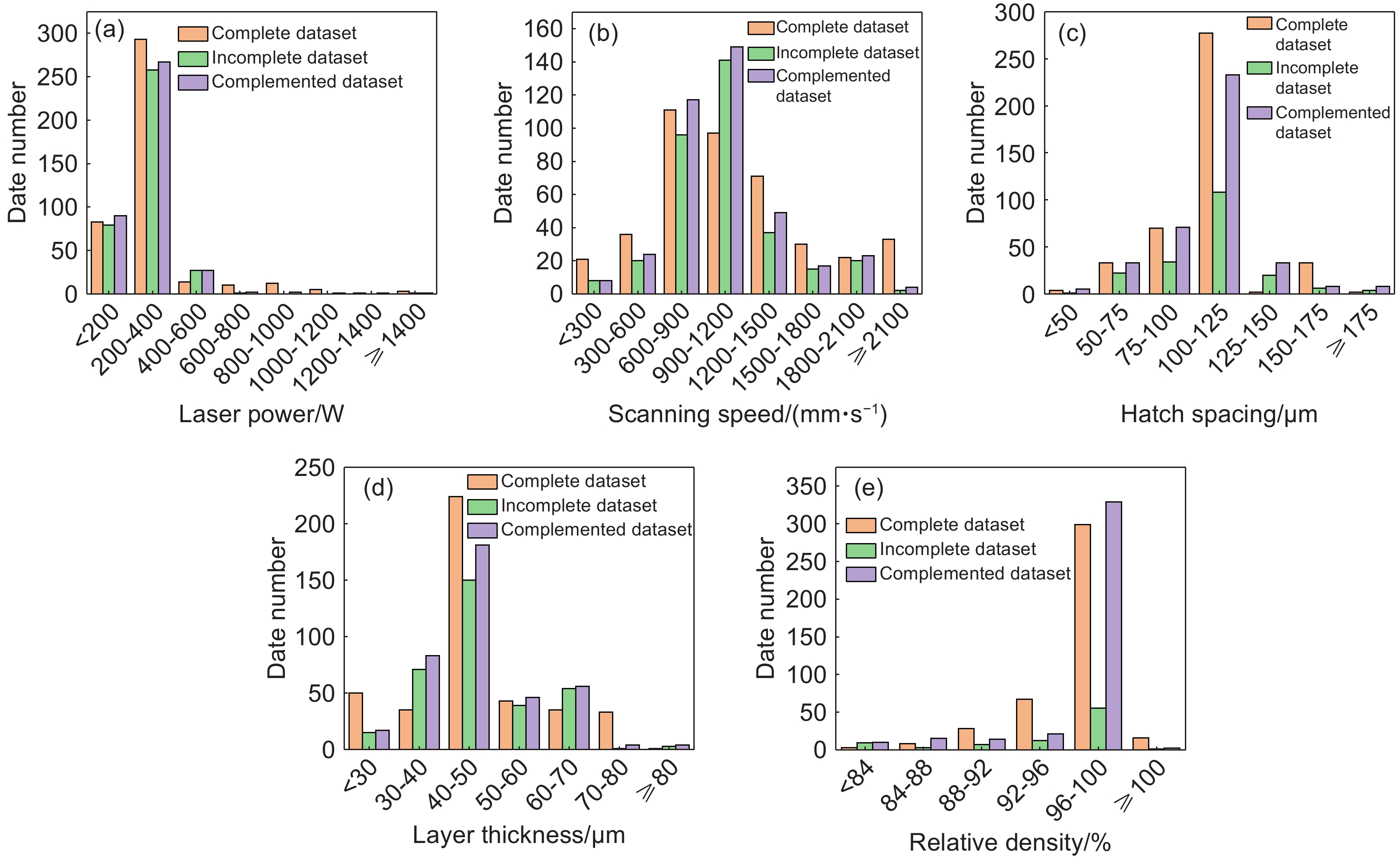
Optimization of multiple process parameters remains a challenge in additive manufacturing, and building data-driven property prediction models serve as an effective approach to address this challenge. Accumulating literature data has laid a fundamental data foundation for data-driven modeling. In this work, process parameters (laser power, scanning speed, hatch spacing, and layer thickness) and corresponding relative density data extracted from published studies on IN718 alloy fabricated by selective laser melting (SLM) are adopted as dataset samples. The expectation-maximization (EM) algorithm is employed to impute missing parameter values from collected literature. Three prediction models for relative density are established based on the sparrow search algorithm (SSA)-optimized generalized regression neural network (GRNN), the Kepler optimization algorithm (KOA)-optimized random forest (RF), and extreme gradient boosting (XGBoost). Statistical evaluation indicators including coefficient of determination (R2), root mean square error (RMSE), mean absolute error (MAE), and mean relative error (MRE) verify that all three models achieve favorable prediction accuracy. Among them, the KOA-XGBoost model delivers the optimal predictive performance with R2, RMSE, MAE, and MRE of 0.967, 0.806, 0.437, and 0.47%, respectively; the KOA-RF model ranks second, with corresponding values of 0.938, 1.102, 0.466, and 0.52%; the SSA-GRNN model exhibits relatively inferior accuracy, with R2, RMSE, MAE, and MRE equal to 0.899, 1.399, 0.588, and 0.63%, respectively. Satisfactory prediction outcomes are obtained when three models are validated against independent experimental datasets, and the accuracy ranking follows the order: KOA-XGBoost>KOA-RF>SSA-GRNN, demonstrating robust stability and strong generalization capability of the developed models.
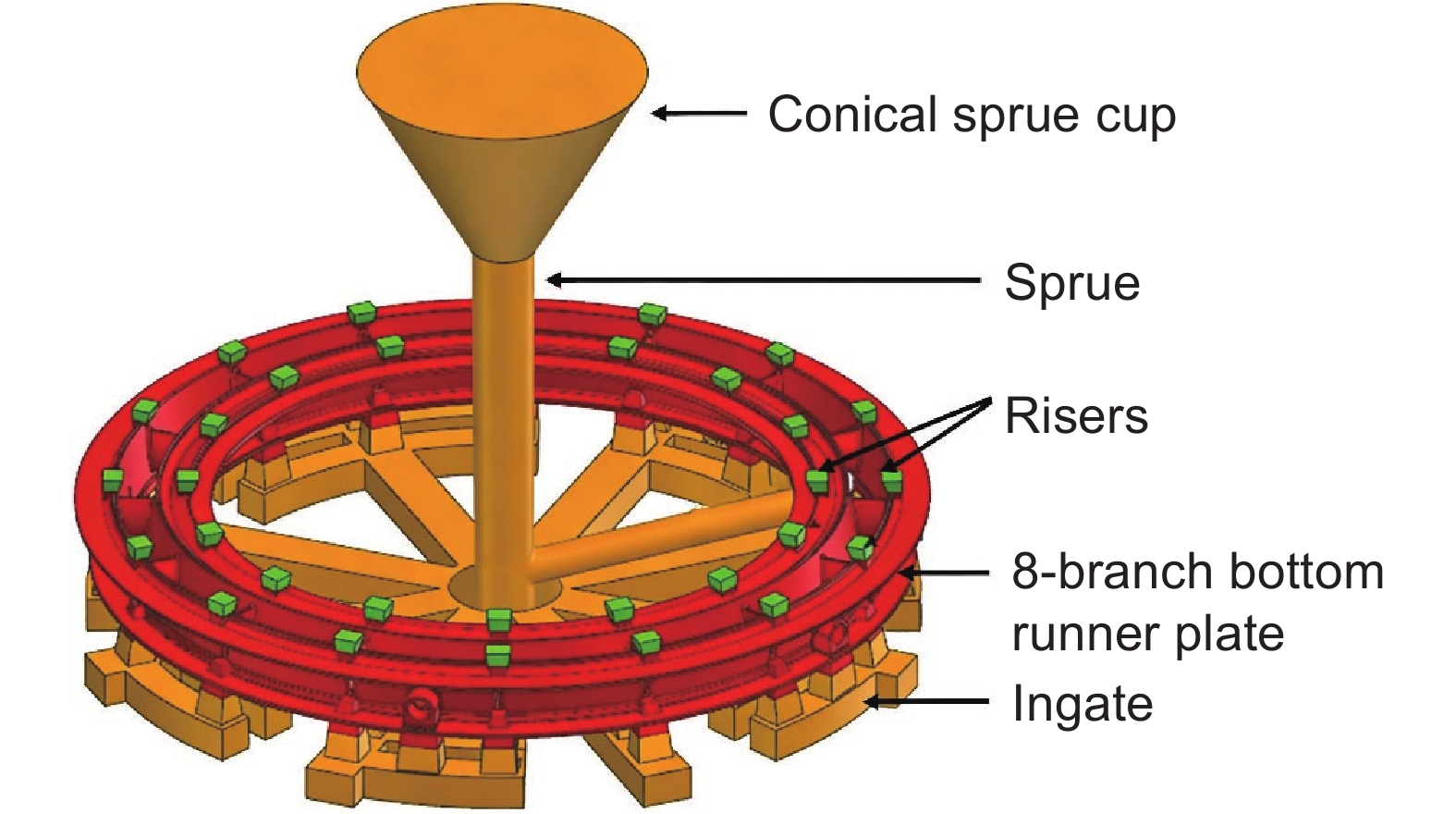
Based on ProCAST numerical simulation software, the effects of centrifugal casting and gravity casting on the forming of Ti-48Al-2Nb-2Cr alloy diffuser casing are analysed comparatively. The results show that centrifugal pouring at rotational speed of 400 r/min enhances the directional mold filling of molten metal and forced convection during solidification. Compared with gravity pouring, it greatly shortens solidification time and reduces shrinkage porosity volume by 21.8%. A curved riser gating system is innovatively designed to address hot spots in thick-wall regions, transferring defects on the inner ring flange to the risers. This design cuts shrinkage porosity volume by 47.1% relative to the straight risers. Experimental verification confirms that castings fabricated with optimized processes have no internal defects detected by X-ray inspection and no shrinkage porosity observed under microstructure examination. Fine-grained structures with lamellar colonies of 400 μm form in thin-wall support plates due to rapid cooling. Its tensile strength at room temperature and 750 ℃ rises by 4.9% and 10%, respectively, comparing with thick-wall flanges. These findings provide a reliable process scheme for high-quality forming of large-scale complex thin-wall TiAl components.
Copper alloy coatings with excellent electrical conductivity, wear resistance and corrosion resistance have broad application prospects in aerospace and other fields. Laser cladding technology can achieve the preparation of high-performance coatings that are completely metallurgically bonded to the substrate. In this paper, KF320 copper alloy coatings are prepared on the surface of TC6 titanium alloy by laser cladding technology. The laser cladding process is optimized by orthogonal experiments. The microstructure and hardness distribution of the coating and the interface are analyzed, and the bonding strength of the cladding interface is evaluated by butt tensile testing. The results show that when the energy input is 44-60 J/mm, the prepared titanium alloy KF320 aluminum bronze coating is free of macroscopic cracks and has good formation density. The coating presents a dual-state region structure of “planar crystal zone + compositionally supercooled zone” along the thickness direction. At a distance of 100 μm from the top of the coating, it is mainly composed of copper phase, with phase compositions of AlCu3 and Cu0.84Al0.16. With increasing depth, the content of β-Ti phase gradually increases. The average grain size of the copper phase region is about 1.96 µm, and the average grain size of the β-Ti phase is about 16.4 µm. A dense Ti2Cu intermetallic compound transition layer is formed in situ within 10-20 μm of the cladding interface in the coating. The microhardness of the coating-substrate along the thickness direction ranges from 300HV to 375HV, with the highest hardness near the interface. The tensile test results show that the average tensile strength of the coating interface reaches 312 MPa, and the fracture morphology shows that the fracture occurs at the interface, with no fracture observed in the coating or substrate. This study provides theoretical basis and technical support for the application of laser cladding copper alloy coatings on titanium alloy substrates.
The five-component high-entropy boride ceramic (Zr0.2Ti0.2Ta0.2Nb0.2Cr0.2)B2 is successfully prepared via hot-press sintering at 1800 ℃. A systematic investigation is conducted on its phase composition, microstructure, mechanical properties and high-temperature stability. The results show that the ceramic primarily consists of a single high-entropy phase, with minor localized enrichments of Zr and Ta. The Vickers hardness and three-point flexural strength reach 19.03 GPa and 279.76 MPa, respectively, with the fracture surface exhibiting typical brittle transgranular fracture characteristics. After heat treatment at 1500 ℃ for 50 h, the microstructure of the high-entropy ceramic remains stable, showing no grain growth or precipitation of new phases. Neither hardness nor strength undergos significant changes, demonstrating excellent high-temperature structural stability and retention of mechanical properties.
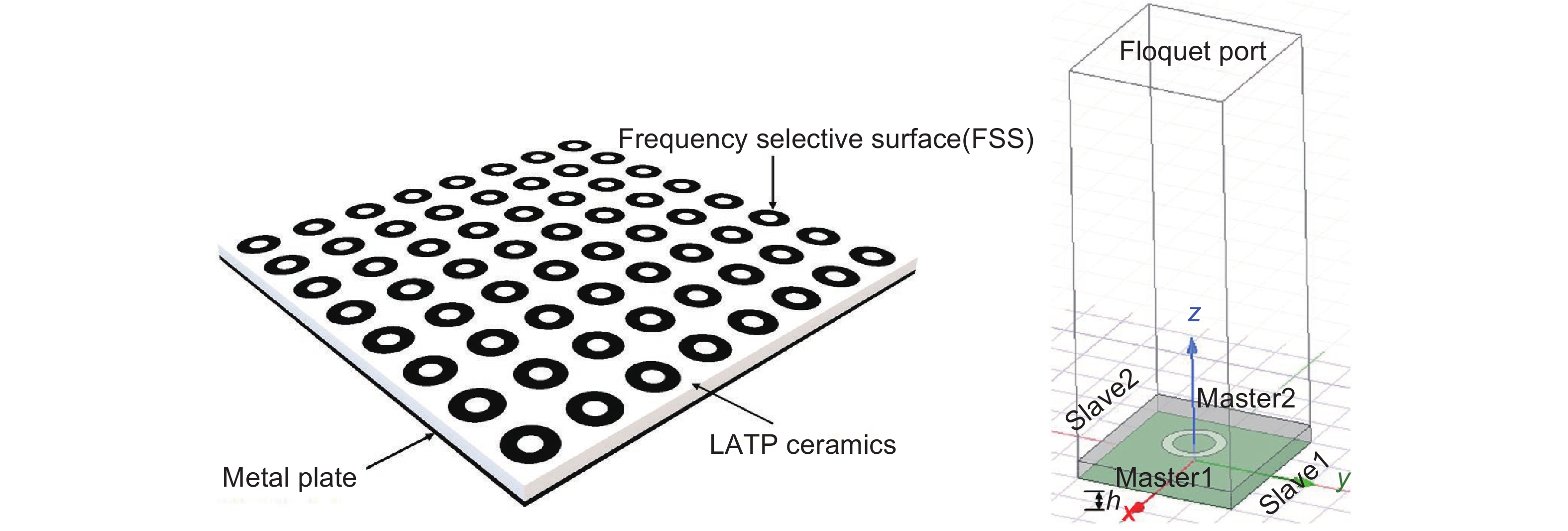
The rapid development of stealth technology has put forward the demand for lightweight, broadband and high temperature microwave absorption materials. Li1.3Al0.3Ti1.7(PO4)3 (LATP) ceramics are selected as lightweight and high temperature microwave absorption materials, and periodic structure is designed on its surface to expand its absorption bandwidth. LATP ceramics are sintered by the high temperature solid state method. The HFSS software is used to design the periodic structure on its surface. The effects of the geometric parameters and periodic parameters of patches with different shapes on their microwave absorption properties are studied, and the genetic algorithm is adopted to optimize the periodic structure. Results show that strong electromagnetic resonance occurs near the patches of the periodic structure, effectively improving the absorption bandwidth of LATP ceramics. Compared with LATP ceramics without periodic structure, the secondary optimized rectangle ring patch can expand the absorption bandwidth with RL <−10 dB from 2.69 GHz to the entire X band. Moreover, it can increase the absorption bandwidth with RL <−15 dB from 0 GHz to 3.82 GHz. At the same time, it can also reduce the minimum reflectivity and the thickness of the ceramic.
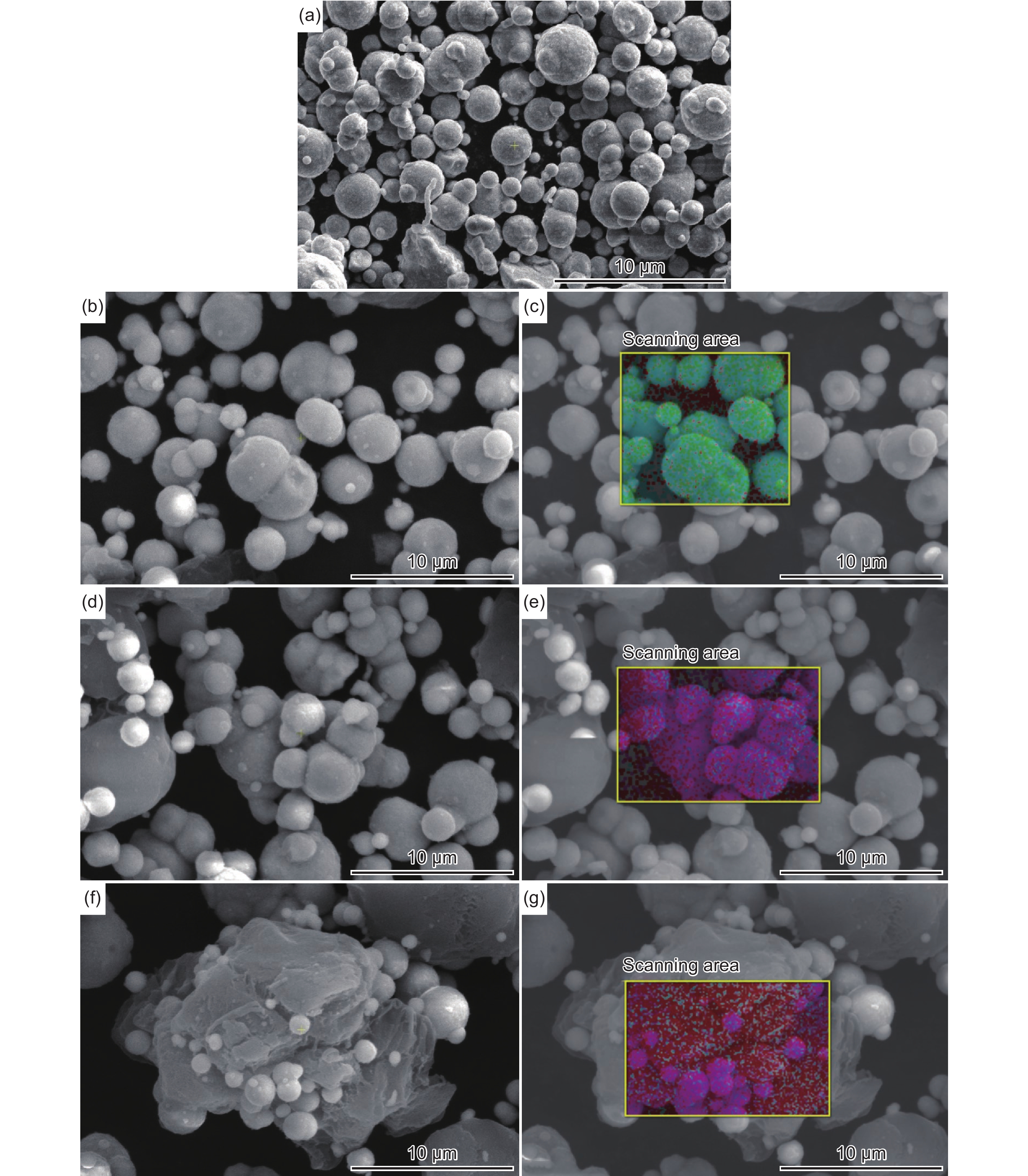
Due to the problems of high material waste, numerous constraints and difficulty in achieving integrated forming in the processing of structural and microwave-absorbing integrated materials using traditional subtractive manufacturing technologies, this study focuses on the preparation and performance research of new structural and microwave-absorbing materials that could match additive manufacturing technologies. Composite powders (CIP/PEK-C) of carbonyl iron powder (CIP) phenolphthalein-based polyaryletherketone (PEK-C) are prepared by solution method. SEM is used to observe the surface characteristics of composite powders, while a rotational powder analyzer (RPA) is employed to analyze flow properties. DSC is applied to study the melting and crystallization temperature of composite powders. Additionally, the thermal conductivity and reflectivity of samples molded by selective laser sintering (SLS) are characterized. The results show that the flowability of the composite powders prepared by the solution method is related to the PEK-C content. Specifically, the Hausner ratio of the PEK-C 20% (mass fraction) experimental group is 1.24, and avalanche angle is 41.3°, which basically meets the basic requirements of SLS. The sintering temperature window of composite powders is in the range of 170-200 ℃. The SLS sintered parts exhibit certain thermal conduction and electromagnetic absorption capabilities, and the smaller the mass fraction of PEK-C, the better the thermal conduction and electromagnetic absorption effects. Among them, the thermal conductivity of the PEK-C 20% (mass fraction) experimental group is 1.02 W/(m·K), and the average reflectivity in the 8-18 GHz frequency band is close to −10 dB. CIP/PEK-C composite powder not only possesses a certain electrothermal function but also is compatible with SLS, thereby providing a new approach for the processing and forming of structural microwave-absorbing materials.
Thermal debinding is a safe and environmentally friendly debinding method for removing the binders during the process of metal parts manufacturing by bound metal deposition (BMD). In this study, the binders in the sample are effectively removed using thermal debinding method by reducing the sample wall thickness. The structures applicable to thermal debinding in bound metal deposition additive manufacturing and the energy absorption characteristics of sintered metal parts are deeply analysed. The results show that the sheet structure with a wall thickness of 0.45 mm does not produce obvious deformation, blistering and cracks after thermal debinding. The prepared thin-walled structure with curved thin walls in the interior does not induce obvious deformation, blistering or cracks after thermal debinding and the thin-walled metal structure after sintering only has small number of micron pores. The thin-walled metal structure has good energy absorption effects. The energy absorption is 19.2 J and the specific energy absorption is 6.6 J/g of the thin-walled metal structure during the compression process, which is 187% higher than the specific energy absorption of two-dimensional thin-walled metal structures (mainly honeycomb structures) in the results of the published literature.
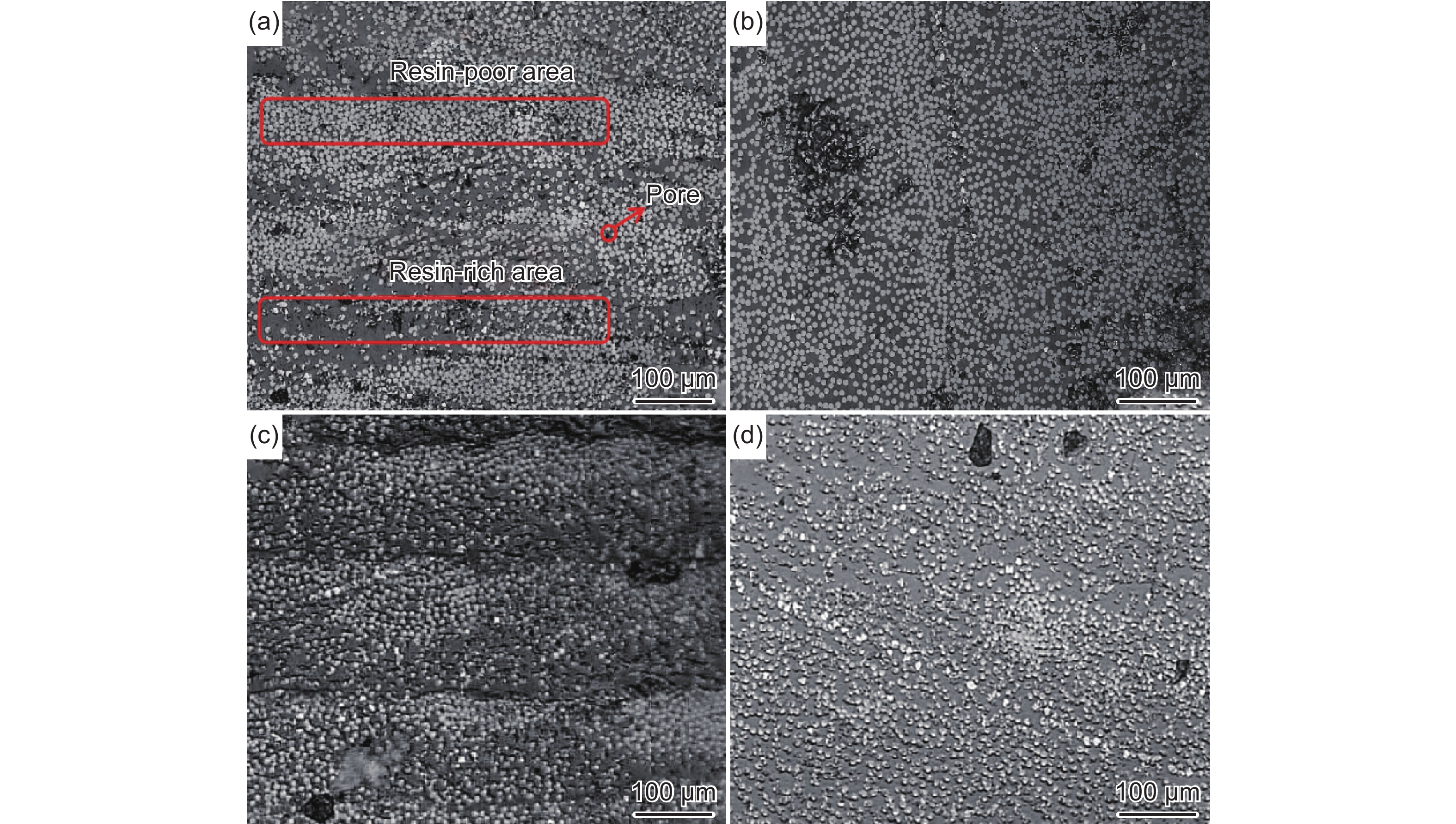
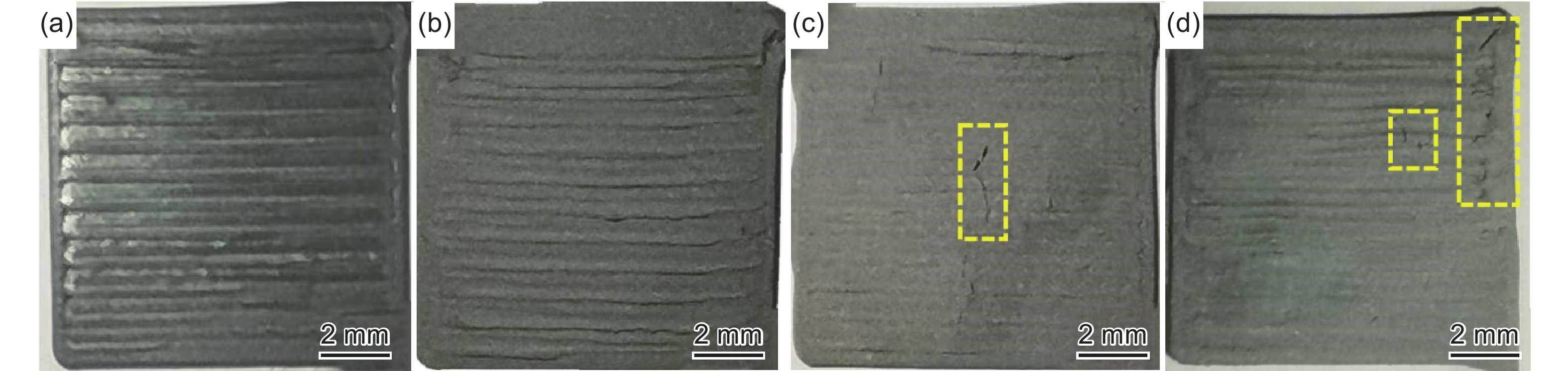
CF/PEEK composite are strategic materials suitable for extreme environments. However, the difficulty in processing PEEK resin, the immaturity of domestic prepreg preparation and automated placement technology restrict its widespread engineering application. This study systematically investigates the preparation and lay-up processes of domestically produced CF/PEEK prepreg using self-developed prepreg pulling equipment and an automated fiber placement platform. First, CF/PEEK prepregs are fabricated via the powder impregnation method. Subsequently, orthogonal experiments are conducted to evaluate the effects of lay-up temperature, pressure and speed on the properties of the fabricated components. The results demonstrate that the prepared prepreg meets the requirements for automated lay-up. The influence of process parameters on part performance follows the order: temperature > lay-up speed > pressure. The optimal parameter combination is identified as: laser power of 220 W, pneumatic pressure of 0.3 MPa and lay-up speed of 101 mm/s. Under these conditions, the composites achieve an interlaminar shear strength of 55.7 MPa and a tensile strength of 2006.4 MPa, reaching 84.7% and 86.7% of the performance of hot-pressed counterparts, respectively, with a porosity of 3.4%. By comparing with relevant foreign research, the underlying causes of performance gaps are analyzed. This study provides reference for the systematic development of domestically produced materials, equipment and process technologies.
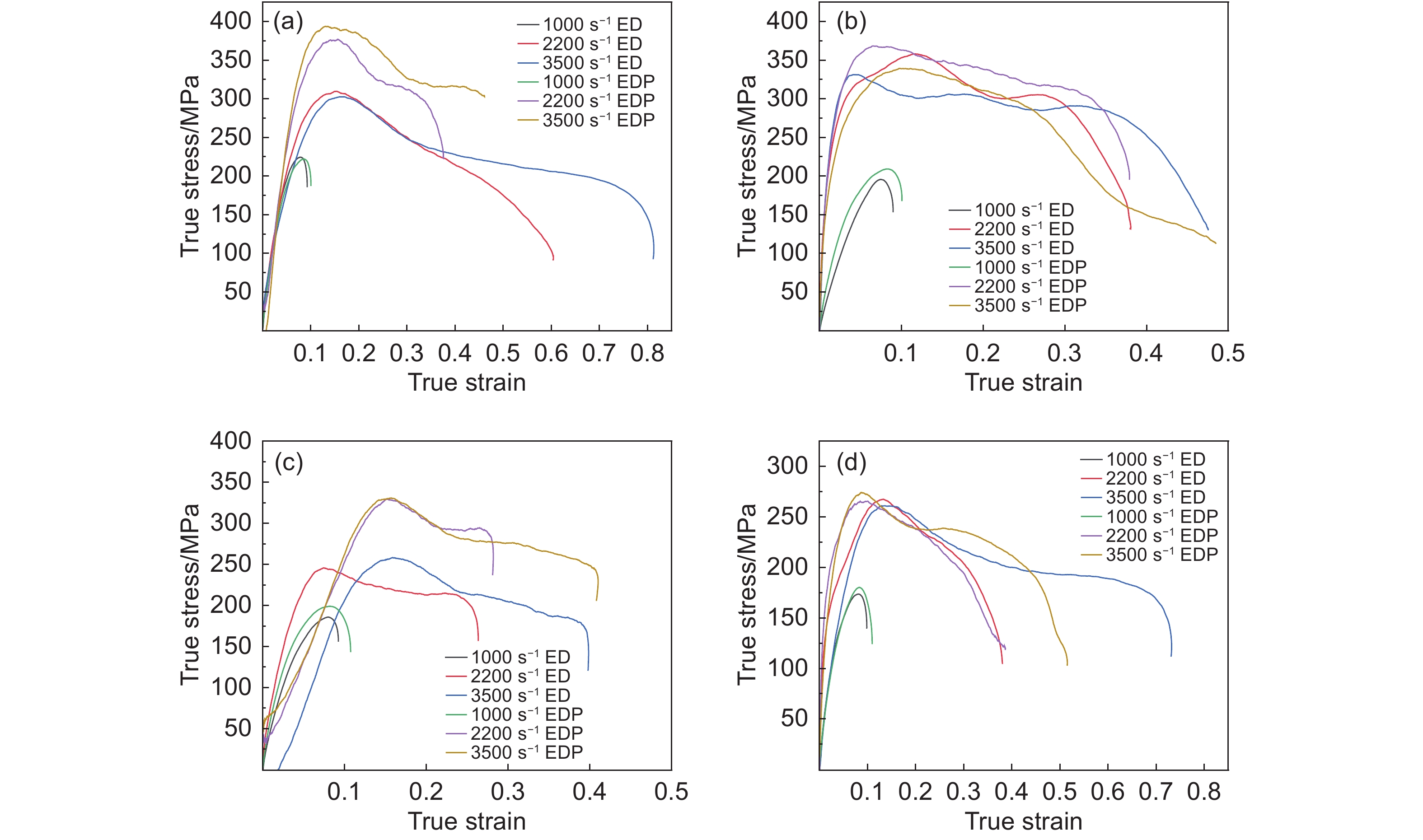
To investigate the effects of strain rate, temperature and toughening modification on the impact properties of epoxy resin, uniaxial dynamic compression tests are performed on neat and toughened epoxy resins at −40, 0, 23 ℃ (room temperature) and 70 ℃ using a split Hopkinson pressure bar (SHPB). The results show that both the neat and toughened epoxy resins exhibit significant strain-rate and temperature effects. At room temperature, toughening can effectively improve the energy absorption capacity of epoxy resin; however, the toughness decreases obviously when the temperature rises to 70 ℃ or drops to −40 ℃. At −40, 0 ℃ and 70 ℃, the toughness of the toughened epoxy resin deteriorates rapidly with increasing strain rate, even falling below that of the neat epoxy resin. Studies indicate that the enhancement of epoxy resin impact performance via toughening modification is only effective at ambient temperature. Under extreme high/low temperature environments and high-strain-rate loading, the toughening effect degrades drastically, which restricts the application of modified epoxy resins in service conditions featuring wide temperature ranges and dynamic loads.
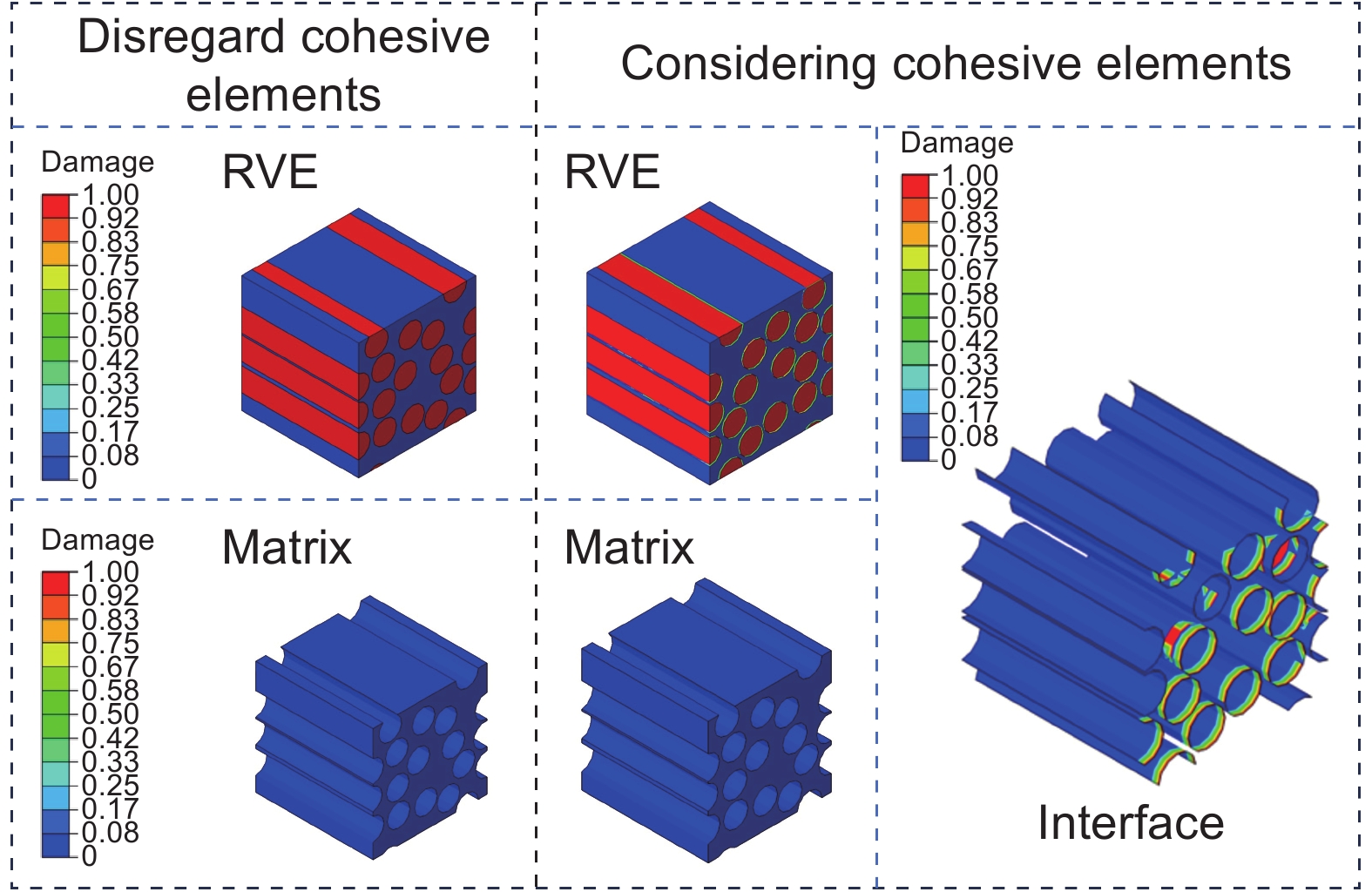
Compared with traditional materials, carbon fiber reinforced thermoplastic composites (CFTRP) have higher toughness and deformation recovery ability, and are more conducive to recycling, and widely used in aerospace, automotive ship and other fields of the main bearing components, for its mechanical properties and failure mechanism have become a current hot direction. However, most of the researches have neglected the influence of the interface between fiber and matrix on the overall mechanical properties of composites. In this paper, taking the polyether ether ether ketone (PEEK) /T700 carbon fiber-reinforced composites as the object of research, the representative volume element (RVE) considering the interface and disregarding the interface is established by combining the method of experiments and finite element analysis, respectively. The influence of the interface on the mechanical properties and failure modes of the composites is systematically investigated by applying loads in various directions to them. The results indicate that the RVE considering interface behavior provides more accurate predictions of the composite strength and failure modes. Among these, the prediction accuracy for transverse tensile strength shows the most significant improvement, and the improvement for in-plane shear strength is more modest. The results and patterns can provide a reference for the structural design and performance evaluation of high-performance thermoplastic composites in practical engineering applications.
|
|
Founded in 1981 (Bimonthly) ISSN 1005-5053 CN 11-3159/V Sponsored by Chinese Society of Aeronautics and Astronautics & AECC Beijing Institute of Aeronautical Materials |