- 中国科学引文数据库(CSCD)核心期刊
- 中国核心期刊
- 文摘与引文数据库(Scopus)
- 剑桥科学文摘(CSA)
- 英国INSPEC数据库



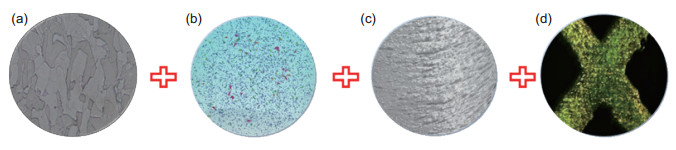
Additive manufacturing is a new manufacturing technique that integrates laser, digitization, materials and other disciplines. It has the advantages of dimensionality reduction manufacturing, complex forming, and high material utilization. It is one of the most promising techniques in the field of material processing. Metal additive manufacturing technique has been widely studied and applied in the aviation field. The research on the additive manufacturing of aviation metal materials by domestic and foreign scholars continues to deepen. AECC Additive Manufacturing Technology Innovation Center has carried out a quantity of research and obtained some data from the four factors of metal additive manufacturing: microstructure, defects, surface and configuration. Some phenomena and laws have been found, including the characteristics and influencing factors of microstructure continuous growth; influence of the structure on mechanical properties; the characteristics and causes of common defects(pores, cracks, incomplete fusion) in additive manufactured typical materials and their influence mechanism on mechanical properties, especially fatigue properties; the relation between surface roughness and forming angles, and the influence of surface states on fatigue properties; factors influencing configuration of metal additive manufacturing. Finally, the problems existing in the development of metal additive manufacturing are summarized, and the suggestions for future research and development are put forward.
Key components used in the high-pressure compressor of advanced aero engines operating in the 550-600 ℃ range have an urgent demand for 600 ℃ high-temperature titanium alloy. However, the use of casting, forging, and other traditional processing techniques is not sufficient to meet the requirements for gradient or composite structures, functional integration components and complex components that are difficult to form. Additive manufacturing is an advanced manufacturing technology that offers unique advantages such as material design-manufacturing integration and complex design-customization integration. It provides a new approach to the development of new materials and technologies of 600 ℃ high-temperature titanium alloy. Currently, attention is being paid to the processing of 600 ℃ high-temperature titanium alloy by using additive manufacturing techniques at home and abroad, focusing on the relationship among materials, processing, structures, and properties. Firstly, this paper reviews the research on 600 ℃ high-temperature titanium alloy in brief, introduces the microstructure characteristics of deposited and post-treated states of 600 ℃ high-temperature titanium alloy under different additive manufacturing processes, and analyzes key properties such as tensile properties, creep properties, thermal fatigue properties, and antioxidant properties. Then, the research progress of composite materials based on 600 ℃ high-temperature titanium alloy and gradient structure built by additive manufacturing is discussed. Finally, the prospects are provided for research directions including the development of 600 ℃ high-temperature titanium alloy materials for additive manufacturing, exploration of hybrid manufacturing processes, defect control, and establishment of performance evaluation standards.

Nickel-based superalloy is an essential material to prepare hot-end components in aero-engines and gas turbines, due to its excellent mechanical properties under high temperature. Additive manufacturing(AM) is one of the most important techniques to fabricate superalloy components with complex geometry. In this paper, the research progress of microstructure and defects of AMed superalloy is reviewed. Based on the existing literature, tensile properties of GH3536, GH3625 and GH4169 are summarized. Typical applications of AMed superalloy components in aero-engines and gas turbines are presented. Finally, for the problems in existing investigations, it is suggested that the future research can focus on materials design, heat treatment/hot isostatic pressure process optimization, single crystal preparation, real-time monitoring technique development and internal surface treatment technique innovation.
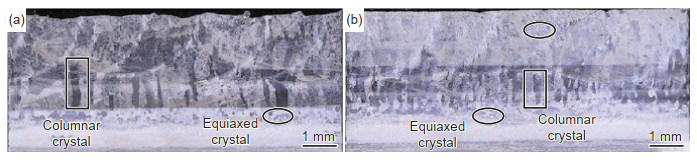
Nickel-based superalloys are important structural materials in turbine engines and gas turbines, but their conventional fabrication processes are complex, costly and have poor raw-material-utilization rate. The electron beam powder bed fusion(EBPBF) technology is a new solution for forming superalloys, which can realize near net forming of complex structural parts. During more than ten years of development, EBPBF technology has realized the high-quality formation of superalloy materials and components represented by Inconel 718 and Inconel 625, and has continuously extended its capability to form crack-free, high-γ'-phase-portion difficult-to-weld nickel-based superalloys, and can even directly prepare single-crystal nickel-based superalloy components. In this paper, the relevant literatures on EBPBF nickel-based superalloys in recent years are reviewed, and the current research status from the perspectives of printability, process optimization, property characterization of EBPBF nickel based superalloy components are analyzed and summarized, and also the future research work is proposed.
Introducing emerging high entropy alloys materials into advanced intelligent manufacturing for laser additive repair is expected to promote the deep integration of new generation of materials and manufacturing technology and greatly improve the utilization of raw materials and energy, which have broad application fields and excellent development prospects. This paper introduces the application status of high entropy alloys in laser additive repair, and points out that the mismatch of strength and toughness, inaccurate performance control and unclear strengthening mechanism are the key scientific problems that need to be solved urgently in the expansion and application of high entropy alloys in laser additive repair. Exploring the ductile-brittle transition mechanism of the high entropy alloys cladding coating metal, clarifying the basic mapping relationship among the materials, processes, microstructure and coating performance of cladding coatings, obtaining a complete and effective method for predicting the composition of high entropy alloys, innovating the design of alloy powder system, optimizing and adjusting the control processes, and obtaining a high-performance cladding coating suitable for extreme service environment and with low cost are the main research focus and development trends in the future.
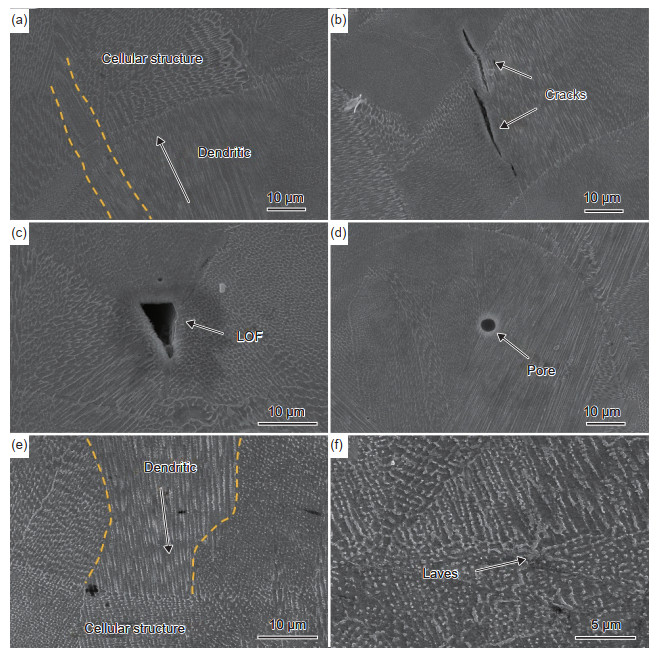
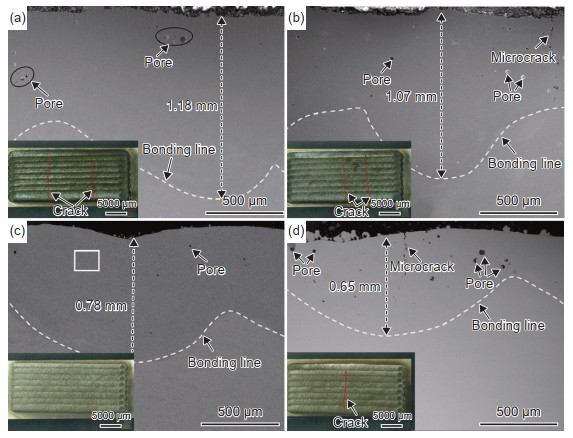
GH3536 and GH4169 nickel-based superalloys are widely used in aerospace engines and other hot-end components. In this paper, GH3536 and GH4169 alloy samples were fabricated by optimizing the process parameters using selective laser melting(SLM), the defect characteristics and microstructure of two alloys, as well as the effects of different homogenization temperatures and holding times on microstructure evolution, average grain size, and properties of two alloys were studied. The defect characteristics and microstructure were investigated by OM, SEM, and EDS, et al. The Vickers hardness meter was used to test the alloy’s microhardness. The results indicate that the as-built GH3536 alloy exhibits more defects, including pores, cracks, and lack of fusion, while only pores are present in as-built GH4169 alloy. The melt pool of alloy is eliminated by homogenization treatment, and the grains grow into equiaxed grains. M23C6 are found to distribute within grain boundaries and grain interiors of GH3536 alloy, while NbC are found to distribute within grain boundaries and grain interiors of GH4169 alloy, and the amount of precipitates is significantly reduced with the increase of homogenization temperature. The average grain size of GH3536 alloy is increased by 106.8% from 48.5 μm at 1130 ℃/1 h to 100.9 μm at 1250 ℃/4 h. The grain size of GH4169 alloy is increased by 53.3% from 57 μm at 1080 ℃/1 h to 87.4 μm at 1200 ℃/4 h.The homogenization treatment of GH3536 alloy and GH4169 alloy results in a significant decrease in microhardness of the former, from 262HV to 180-190HV, while the latter shows a significant increase, from 313HV to 430-450HV.
GH4169 alloy usually serves in high temperature environment, and the high temperature performance of GH4169 alloy made by additive material is often lower than that of the standard of forgings, which affects its service safety, thus it is necessary to improve its safety by means of heat treatment. In this work, GH4169 alloy was prepared by selective laser melting(SLM), and the effects of hot isostatic heat treatment process on the microstructure, high temperature tensile properties and high temperature stress rupture properties of the SLM formed GH4169 alloy were investigated by using characterization methods such as optical microscopy(OM), scanning electron microscopy(SEM)and X-ray energy dispersive spectrometry(EDS), etc. The results show that, compared with the conventional heat treatment processes, the grains of GH4169 alloy after hot isostatic treatment are equiaxed, the pores and Laves phases are basically disappeared, the short rod-like δ phase is more continuous at the grain boundaries, a large number of granular γ'' phases are precipitated inside the grains, and the grains are significantly refined. After hot isostatic pressing treatment, the ultimate tensile strengths of GH4169 alloy at 650 ℃ are 1053 MPa and 1051 MPa, the elongations after breaking are 8.6% and 8.5%, the high temperature stress rupture properties are 1620 min and 2065 min, and the high temperature endurance time is improved by 90 times and 30 times respectively in scanning and building direction. The high temperature ultimate tensile strength and high temperature stress rupture properties are higher than wrought standard, while the elongation after breaking has not exceeded the wrought standard.
The effect of heat treatment on the microstructure and high temperature mechanical properties of SLM GH4169 alloy was studied by using a self-developed in-situ high temperature tensile device. The results show that the grain morphology of as-built alloy changes from columnar crystal to equiaxed crystal after homogenization+solid solution+aging treatment (HSA), coupling with Laves phase dissolution, and a large amount of γ′ and γ″ strengthening phase precipitates. At 650 ℃, the yield strength and tensile strength of the as-built sample are 574 MPa and 740 MPa, while the yield strength and tensile strength of HSA sample are 818 MPa and 892 MPa respectively, which are 42.5% and 20.1% higher than that of the deposited alloy. The deformation process can be further characterized by in-situ tensile testing. The surface grain undulation of the as-built sample gets larger, the coordinated deformation ability becomes stronger, and the plastic flow ability gets better.The cracks in the as-built sample are originated around the Laves phase, spreading along the dendrite towards the maximum shear stress, and shear fracture occurs after necking of the sample. In HSA samples, the cracks are initiated around carbides and propagating along the grain boundaries. The fracture mode is a mixed type, involving both intergranular and transgranular fractures.
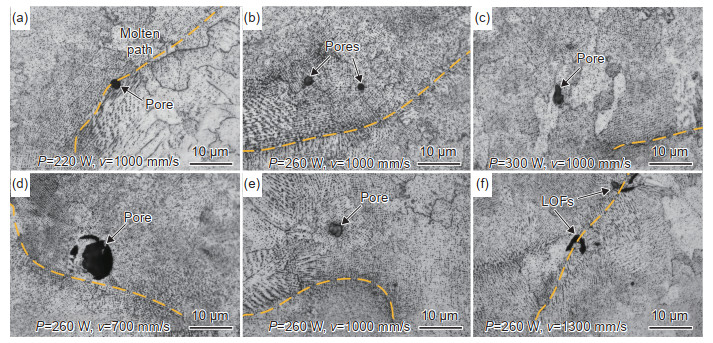
Multiple GH4169 samples were prepared with the regulation of the forming process of selective laser melting(SLM), particularly in laser power and scanning speed. The microstructure including defect morphology and distribution was observed by using metallography. The sample porosity was acquired using X-ray computed tomography(XCT), and the three-dimensional characteristics of defect were also statistically studied. The correlation of forming process and defect characteristics was finally analyzed. The results show that when the optimized energy input density is 59.1 J/mm3, the forming samples share common features of overlapping melting trace with a tidy morphology, randomly distributed pores with sizes of less than 30 μm and the density is as high as 99.9998%. Within a narrow window of forming process(220-300 W, 700-1300 mm/s), the scanning speed takes more responsibility for the sample density, and its high value tends to form extremely irregular lack of fusions(LOFs) that distribute in the overlap of melting trace. As deviating from the optimized process, the number of defects has increased, and some defect sizes are also greater than 30 μm. The shapes of pores and LOFs respectively formed by high laser power or high scanning speed are closely related to their own sizes, that is, the larger the size, the more irregular the shape, which produces more detrimental effects than regular pores.

Selective laser melting(SLM)can achieve nearly net-shape complex parts of GH3536 alloy, and its high temperature mechanical properties are important indicators for safe service. The effect of heat treatment on microstructure and high temperature tensile properties of SLM GH3536 alloy were studied. The heat treatment at 1225 ℃ for 1 h was carried out to explore the regulation mechanism of microstructure and properties. The results show that heat treatment can effectively eliminate the cellular subgrain structure inside the grains, which significantly enhances the dislocation slip ability. The tensile elongations at room temperature, 650 ℃ and 815 ℃ are increased by 75%, 92% and 683%, respectively. In addition, the decrease of the aspect ratio of the columnar grains significantly reduces the anisotropy in the heat-treated sample. The fracture analysis shows that the fracture mode of the heat-treated sample changes from intergranular fracture to mixed fracture with the increase of tensile environment temperature.
K403 nickel-base superalloy is widely used in the manufacture of aero-engine turbine blades because of its excellent properties at room temperature and high temperature. In order to solve the problem of turbine blade crack defects caused by long-term service in complex working conditions, in this work, two different processes of (tungsten inert gas, TIG) welding and laser cladding were used to repair the blade cracks, and the microstructure and properties of the repaired region were studied. The influence of TIG welding and laser cladding repairing on microstructure, mechanical properties and failure behavior was analyzed. The results show that the microcracks tend to occur near the repair interface using the TIG welding repairing process, which are mainly caused by carbides and low melting point eutectic structure. The grain and structure of the repaired area by laser cladding repair technology are more uniform, and the microcrack defects can be easier to control. The comprehensive mechanical properties of the samples repaired by laser cladding are obviously higher than those repaired by TIG welding repairing process, and the samples repaired by laser cladding have better process stability. The tensile strengths of the samples using the laser cladding repair process and the TIG welding repair process at room temperature have reached 87.44% and 69.22% of the strength of K403 base material, respectively. According to the failure analysis results, the tensile fracture at room temperature in the repaired region presents mixed fracture characteristics, and the tensile fracture at high temperature presents intergranular fracture characteristics. Microcracks in the repaired area, local liquid phase deficiency defects and carbide structure are the main reasons of failure. The laser cladding technology has the advantages of heat source concentration and smaller heat affected zone, which can effectively restrain the defects and refine the microstructure. Therefore, the laser cladding repair process is used to repair the edge plate crack damage generated during the blade test run. After fluorescence and kerosene-chalk detection, the repairing process meets the relevant reuse requirements.
In order to clarify the microstructure of Al-Mg-Sc high-strength aluminum alloy prepared by ultra-high speed laser melting deposition, and study the relationship between structure and properties, Al-Mg-Sc high-strength aluminum alloy was prepared by using 7075 aluminum alloy as matrix and self-developed equipment(LDF3000-40 laser melting deposition machine). The effect of laser scanning rate on the microstructure and tensile properties of the materials was investigated. The results show that there are no obvious defects such as pores and cracks in the samples deposited by ultra-high speed laser melting, but contain a few small keyholes. The samples are composed of fine α-Al equiaxial crystals and dispersed Al3(Sc, Zr)particles. The effect of scanning rate on mechanical properties is further studied by numerical simulation. It is found that the faster scanning rate of laser in the range of 0.1-1 m/s can reduce the accumulation of powder materials and porosity of the surface of the deposition layer, thus the mechanical properties can be improved. The maximum tensile strength is 303 MPa and elongation at break is 22.5%.
The microstructure, tensile and damage tolerance properties in different directions of Al-Mg-Sc-Zr alloy fabricated through selective laser melting(SLM)have been investigated. The results show that the YZ plane is a bimodal grain morphology composed of fine equiaxed grains and coarse columnar grains, while the XY plane is composed of fine equiaxed grains. The yield strength and tensile strength in both 0° and 90° directions are over 500 MPa, and the anisotropy is small, while the elongation in 90° direction is significantly lower than the 0° direction due to the lack of fusion(LOF)defects between the deposited layers. The KIC of the 0° and 90° CT samples are respectively 21.41 MPa·m1/2 and 20.89 MPa·m1/2. The resistance to crack propagation in columnar grains region is lower and leading to a smaller KIC for 90° CT samples. The microstructure and defects are the two main factors that affect the anisotropy of crack propagation performance. The LOF defects play a leading role in the near-threshold regime, and the crack propagation rate is faster when the crack propagation plane is parallel to transverse direction. On the other hand, the microstructure plays a leading role in the steady-state propagation regime. The fracture surface exhibits transgranular fracture when the crack propagation plane is parallel to transverse direction, which provides higher crack propagation resistance and result in lower crack propagation rate.
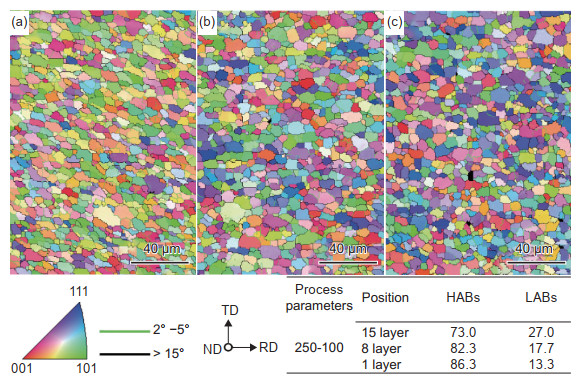
The additive friction stir deposition(AFSD)experiment of 2219 aluminum alloy was conducted under the process parameters of the spindle rotational speed of 250-350 r/min and transverse speed of 50-150 mm/min, the effects of varying process parameters and multilayer thermal cycling on the macroscopic forming of deposited materials, microstructures and mechanical properties were investigated. The results show that well-formed single-pass 16-layer additive specimens can be successfully obtained under the process parameters of the spindle rotational speed of 250 r/min and the traverse speed of 100 mm/min. The grain size in the additive zone undergoes significant refinement, ranging from 4 to 6 μm, and the fine equiaxial crystal organization replaces the coarse irregular grain organization characteristic of the feed rod. The additive specimen undergoes intense dynamic recrystallization, with overall recrystallized grains above 80%, and the bottom of the specimen(the 1st Layer)is subjected to multiple thermal cycles, with recrystallized grains reaching 91.8%. The texture of the additive zone basically consists of four recrystallized textures(Cube, Copper, P and RtB), as well as S, Brass and T textures. Significant softening of the hardness and tensile strength of the additive specimens occurs. The maximum hardness of the 16th layer is 80HV, which is about 55.6% of the base material of the feed rod, the hardness of the 1st-8th layers is uniformly 60HV. The average tensile strength of Layer 9-16 and 1-8 in the LD(longitudinal direction)direction of the additive zone is 243.0 MPa and 219.3 MPa respectively, which is about 60.0% and 52.9% of the base material, the average elongation is 19.4% and 24.5%, which is about 181.1% and 229.0% of the base material respectively. The fracture modes in the LD direction of the additive specimens are all ductile fracture.
|
Founded in 1981 (Bimonthly) ISSN 1005-5053 CN 11-3159/V Sponsored by Chinese Society of Aeronautics and Astronautics & AECC Beijing Institute of Aeronautical Materials |